技術情報溶接Q&A
F057炭酸ガスアーク溶接用シームレスフラックス入りワイヤ 新SF-1V
1. はじめに
建築をはじめ、造船や橋梁などのさまざまな分野において、省力化・高能率化が図られ、溶接の半自動化・自動化・ロボット化は今、急速な勢いで進展しています。それに伴い、優れた溶着性・作業性をもつ効率の良い溶接材料が求められています。当社のシームレスフラックス入りワイヤは、1981(昭和56)年の販売開始以来、今日までSF・SMワイヤとしてユーザーの皆様にご愛顧頂きながら成長してまいりました。シームレスフラックス入りワイヤは、ワイヤ製造時に金属外皮の合わせ目を溶接し、内部のフラックスを完全密封することによって、極低水素、ターゲット性に優れる、送給性、耐チップ摩耗性に優れる、という基本特性が得られます。
今回、SF・SMワイヤシリーズを、より安心してご使用頂けるような高品質化への取り組みの中で、これまで高度な溶接技量を必要とし、合理化、自動化率が遅れ気味であり、低電流・低速度での施工を強いられている立向上進溶接姿勢に着目し、より高能率化へのニーズにお応えするために、立向上進溶接性に優れるSF-1Vのさらなる立向上進性の向上を図った、新SF-1Vを開発しました。
以下に、新SF-1Vを紹介します。
2. 炭酸ガスアーク溶接用シームレスフラックス入りワイヤ 新SF-1V
新SF-1Vは、全姿勢溶接での作業性、溶接性を備えた上で、特に立向上進性を重視した軟鋼・490MPa級高張力鋼用シームレスフラックス入りワイヤです。ワイヤの諸元を表1に示しますが、炭酸ガスをシールドガスとし、溶接電源は通常の直流定電圧特性(ワイヤ(+))で使用できます。また改良のポイントは、溶接金属の濡れ性(なじみ)およびスラグの特性(粘性、融点)の調整に加えてアークの安定性、アークの強さの調整を図ることで、従来のSF-1Vより、さらなる立向上進性の向上、ビード外観、ビード形状の向上を図りました。3. 新SF-1Vの特性の例
表1 新SF-1Vの諸元| 種類 | 炭酸ガスアーク溶接用シームレスフラックス入りワイヤ |
| 適用鋼種 | 軟鋼・490MPa級高張力鋼 |
| 電源特性 | DC-EP |
| 適用姿勢 | 全姿勢(立向上進溶接重視) |
| 該当規格 (注) |
JIS Z3313 T490T1-1CA-K-UH5 (旧JIS Z3313 YFW-C50DR) |
| 製造寸法 | 1.2mmΦ、1.4mmΦ |
表2 適用溶接電流範囲
| ワイヤ径(mmΦ) | 適正電流範囲(DC-EP、Amp) | ||
| 下向 水平すみ肉 |
立向上進 | 上向 | |
| 1.2 | 180~320 | 180~280 | 180~280 |
| 1.4 | 200~410 | 180~300 | 180~300 |
表3 溶着金属の機械的性質の一例(旧JIS Z3313による)
| ワイヤ径(mmΦ) | 引張試験 | 衝撃試験 | ||||||
| 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
試験温度 (℃) |
吸収エネルギー (J) |
||||
| 1.2 | 518 | 595 | 29 | 0 | 101 | 92 | 92 | 平均95 |
| 1.4 | 502 | 578 | 30 | 0 | 92 | 114 | 98 | 平均101 |
<備考>
1.試験板 20mmt×300mmw×450mmL、SM490
2.予熱なし、パス間温度150℃、積層要領各2パス5層盛
3.試験片採取位置 板厚中央
1.試験板 20mmt×300mmw×450mmL、SM490
2.予熱なし、パス間温度150℃、積層要領各2パス5層盛
3.試験片採取位置 板厚中央
表4 溶着金属の化学成分の一例(%)
| ワイヤ径(mmΦ) | C | Si | Mn | P | S | Cu |
| 1.2 | 0.04 | 0.56 | 1.20 | 0.013 | 0.010 | 0.28 |
| 1.4 | 0.03 | 0.51 | 1.12 | 0.012 | 0.012 | 0.28 |
<備考>
・試験片採取位置板厚中央
・試験片採取位置板厚中央
表5 溶着金属の拡散性水素量の一例(JIS Z3118に準拠、ガスクロマトグラフ法による)
| ワイヤ径(mmΦ) | 測定結果(ml/100g) | |||
| 1 | 2 | 3 | 平均値 | |
| 1.2 | 2.9 | 2.9 | 2.7 | 2.8 |
| 1.4 | 3.0 | 3.2 | 3.1 | 3.1 |
1. 溶接条件
・1.2Φ:270A-31V-33cpm,Ext25mm
・1.4Φ:300A-31V-33cpm,Ext25mm
2. 溶接雰囲気
・気温16℃ - 湿度69%RH
表6 溶接作業性評価の一例(1.2mmΦ)
| 姿勢 | 評価項目 | 新SF-1V | SF-1V | 備考 |
| 立向上進 | アーク安定性 | ◎ | ○ | 1. 溶接条件:180~240A 2. 評価方法:◎:優れる、○:同等 |
| スパッタ発生量 | ◎ | ○ | ||
| ヒューム発生量 | ○ | ○ | ||
| スラグ剥離性 | ○ | ○ | ||
| ビード外観 | ◎ | ○ | ||
| ビード形状 | ◎ | ○ |


4. 新SF-1Vの立向上進溶接継手の溶接特性例
●4-1. 供試材料
表7 供試鋼板の化学成分(%)
| 鋼板 | C | Si | Mn | P | S | Ceq | Pcm |
| SM490A | 0.17 | 0.35 | 1.44 | 0.012 | 0.005 | 0.44 | 0.26 |
●4-2.溶接条件
| 板厚 (mm) |
開先 | 姿勢 | トーチ 角度 (%) |
ギャップ (mm) |
層 | パス | 電流 (A) |
電圧 (V) |
速度 (cpm) |
開先形状および積層 |
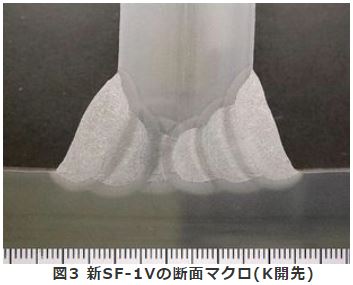
| 25 | K | 立向 上進 |
23 | 6 | 表 | 1 | 200 | 24 | 8 |  |
| 2 | 240 | 26 | 9 | |||||||
| 3 | 240 | 26 | 10 | |||||||
| 裏 | 4 | 200 | 24 | 89 | ||||||
| 5 | 240 | 26 | 9 | |||||||
| 6 | 240 | 26 | 10 | |||||||
| レ | 20 | 8 | 表 | 1 | 220 | 25 | 9 |  |
||
| 2 | 230 | 26 | 6 | |||||||
| 3 | 240 | 25 | 9 | |||||||
| 4 | 240 | 25 | 8 |
●4-3.断面マクロ

●4-4.継手溶接金属の機械試験結果
表9 継手溶接金属の試験結果
| 銘柄 | 引張試験*1 | 衝撃試験*2 | 超音波探傷試験*3 | ||||||
| 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
試験温度 (℃) |
吸収エネルギー (J) |
分類 | ||||
| 新SF-1V | 524 | 607 | 29 | 0 | 92 | 90 | 90 | 平均91 | 1類(無欠陥) |
5. おわりに
以上、立向上進溶接性に優れる炭酸ガスアーク溶接用シームレスフラックス入りワイヤである新SF-1Vの特徴と性能の一例をご紹介しました。今後、各分野での高能率化へのニーズにお応えするために、溶接部の品質および作業能率の向上によるトータルコストの低減の一助になれば幸いです。
