技術情報溶接Q&A
F060高速高能率溶接対応低温用鋼SAW溶接材料 SF-47EC× NF-360
1. はじめに
サブマージアーク溶接は、高能率で安定した溶接作業性および優れた機械性能が得られることから、造管、鉄骨、橋梁、車両など幅広い分野で適用されています。近年、エネルギー産業の発展に伴い、低温用鋼は幅広く用いられるようになり、年々使用比率が増加しています。そこで、この低温用鋼を用いた施工に適用するサブマージアーク溶接の生産性向上や安全性、耐久性の確保等のさらなる品質向上が求められており、その中でも特にさらなる高能率化と溶接金属の高靭化の要望が極めて大きいものとなっています。本稿では、LPG貯蔵タンク、低温用機器、寒冷地向け鋼構造物などの溶接に使用される低温用鋼のサブマージアーク溶接材料および溶接方法について、特に高速度の溶接条件においても優れた機械性能、ビード形状および溶接作業性を得るため、サブマージアーク溶接にシームレスフラックス入りワイヤおよび2ワイヤ1電極方式によるツインアーク溶接法(図1)を適用し、高速高能率で優れた溶接金属機械性能が得られるSF-47EC×NF-360を開発いたしました。
以下に本開発溶接材料の特徴と溶接金属性能の一例をご紹介いたします。
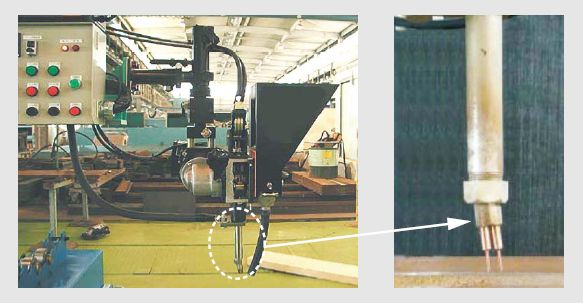
図1 ツインアーク溶接機の外観写真
2. 特徴
(1)溶着効率の向上従来、サブマージアーク溶接は、ソリッドワイヤとメルトフラックスまたはボンドフラックスとを組合せて溶接を行うことが一般的でしたが、今回、シームレスフラックス入りワイヤSF-47ECを開発、適用し、さらにツインアーク溶接法とすることにより、従来のソリッドワイヤに比べ、溶着速度が25%向上いたしました。
(2)優れた溶接作業性
溶接金属の機械性能向上に必要な合金成分をシームレスフラックス入りワイヤから添加することで、高速溶接および溶接作業性の良好なメルトフラックスNF-360を適用することが可能となり、優れたビード形状・外観およびスラグ剥離性が得られます。また、シームレスフラックス入りワイヤは、ソリッドワイヤに比べワイヤ自体の剛性が低いため、屈曲および長尺のコンジットケーブル間のワイヤ送給性が良好であり、さらに、かしめタイプのフラックス入りワイヤに比べ、優れたワイヤターゲット特性が得られます。
(3)溶接金属の拡散性水素量が低い
吸湿しにくいメルトフラックスとシームレスフラックス入りワイヤの適用およびワイヤ充填フラックスにアーク雰囲気中の水素分圧を下げるガス発生剤を添加することで、拡散性水素量の低い溶接金属を得ることが可能です。
(4)溶接金属の靭性が高い
本開発SF-47EC×NF-360は、既存の低温用鋼溶接材料と同様、安定かつ高い溶接金属靭性を得ることができます。これはSi(シリコン)、Mn(マンガン)、Mo(モリブデン)の添加等により、焼入れ性を適正化し、さらにNi(ニッケル)の添加によってフェライトマトリックスの靭性の向上および粗大な粒界フェライトの生成を抑制し、微細な組織を形成することで改善しています。
3. 溶接作業性評価の一例
図2に溶接電流およびアーク電圧測定結果を示します。(a)の本開発SF-47EC(シームレスメッキタイプ)は、(b)の比較ワイヤ(かしめノーメッキFCW)に比べ溶接電流およびアーク電圧の変動幅が小さく、安定していることが確認されています。SF-47ECはシームレスタイプであるため、ワイヤ表面清浄およびメッキ処理が可能となり、通電特性、耐錆性の向上によって安定性が向上したものと考えられます。
図2 溶接電流およびアーク電圧測定結果の比較【1,000A-35V-75cm/min、DC+】
図3に示すように、チップ先端と母材間の距離を150mmに固定し、ワイヤを送給させ、ワイヤ先端が母材に接触した点でワイヤ送給を止めて記録し、チップ先端でワイヤを切断後、再度、同じ事を何度も繰り返し、ターゲット変動幅の評価を行いました。結果の一例を図4に示します。
図3 ターゲット性試験の概要図
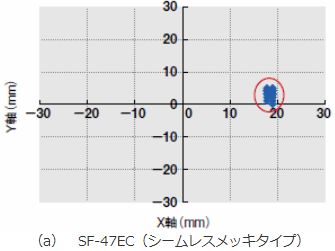
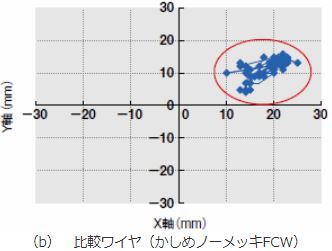
図4 ターゲット性試験評価の一例
図4(a)のSF-47ECはワイヤ狙い位置の変動幅が小さく、(b)の比較ワイヤは変動幅が大きい傾向が認められます。SF-47ECはワイヤ断面が同心円からなり、すべての方向において対称であるため、ワイヤが捻れ難く、同一方向に送給されると考えられます。
図5にワイヤ溶着速度の一例を示します。SF-47ECはソリッドワイヤに比べ、溶着速度が大きくなる傾向が認められます。これは、SF-47ECは、フラックス入りワイヤであるため、鉄の外皮断面積がソリッドワイヤに比べ小さく、電流密度が大きくなり、ワイヤ送給速度が大きくなるからです。
本開発メルトフラックスNF-360とSF-47ECおよびソリッドワイヤを組み合わせて溶接した時のビード外観およびマクロ写真の一例を表1に示します。従来のソリッドワイヤと同様、良好なビード外観、溶込み形状が得られます。
本開発メルトフラックスNF-360とSF-47ECおよびソリッドワイヤを組み合わせて溶接した時のビード外観およびマクロ写真の一例を表1に示します。従来のソリッドワイヤと同様、良好なビード外観、溶込み形状が得られます。
表1 ビード外観およびマクロ写真の比較
| ワイヤ | フラックス | ビード外観 | マクロ写真 |
| SF-47EC | NF-360 | 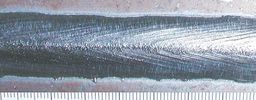 |
 |
| ソリッドワイヤ |  |
 |
*溶接条件【800A-33V-60cm/min、DC+】
表2 溶接条件
| 溶接方法 | ワイヤ径 (mmΦ) |
溶接 パス |
電流 (A) |
電圧 (V) |
溶接速度 (cm/min) |
Ext. (mm) |
パス間温度 (℃) |
電源 特性 |
| GMA | 1.2 | 1 | 100 | 15.0 | 8 | 20 | ≦200 | DC+ |
| 2~3 | 230 | 24.0 | 17 | |||||
| SAW (ツインアーク) |
2.0 | 4~5 | 650 | 31.5 | 65 | |||
| 6~8 | 850 | 33.0 | 65 | |||||
| 9~25 | 1,000 | 35.5 | 80 | |||||
| 26~28 | 850 | 33.5 | 70 |
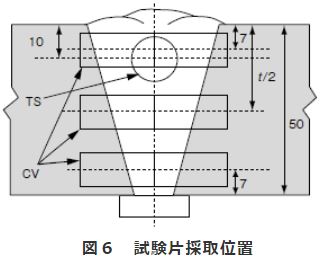
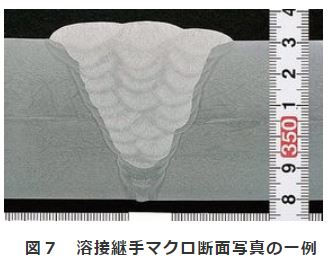
表3 溶接金属機械性能の一例
| 引張特性 | 衝撃特性 ( ):平均 |
|||||||||
| 溶接金属 | 継手引張 | ノッチ 位置 |
vE-20 (J) |
vE-40 (J) |
vE-60 (J) |
|||||
| 0.2%PS (MPa) |
TS (MPa) |
El (%) |
RA (%) |
TS (MPa) |
破断 位置 |
|||||
| 545 | 635 | 27.8 | 64.2 | 549 | 母材 | 表層 7mm |
114、119、128 (120) |
92、92、98 (94) |
47、54、61 (54) |
|
| 板厚 中央 |
112、125、131 (123) |
109、92、101 (101) |
61、59、69 (63) |
|||||||
| 裏面 7mm |
103、134、101 (113) |
95、90、125 (103) |
- | |||||||
表4 拡散性水素量の比較
| 使用ワイヤ | SF-47EC | かしめタイプFCW | ソリッドワイヤ |
| 拡散性水素量 (ml/100g) |
3.01、3.80、4.22 平均:3.68 |
6.58、6.74、6.88 平均:6.73 |
4.66、4.56、4.45 平均:4.56 |
5. おわりに
以上、低温用鋼SAW溶接材料SF-47EC×NF-360の特徴と溶接金属機械性能の一例をご紹介いたしました。今後、低温用鋼を用いた高速高能率溶接において、安定した溶接部の品質および作業能率向上による皆様のトータルコスト低減の一助になれば幸いと考えております。また、低温用鋼のみならず、このたび開発した技術を水平展開し、各種鋼材に対応した溶接材料を開発していきたいと考えております。