技術情報溶接Q&A
F063軟鋼・490MPa級高張力鋼用の水平すみ肉溶接用フラックス入りワイヤについて
1. 水平すみ肉溶接用フラックス入りワイヤ
水平すみ肉溶接用のフラックス入りワイヤは、全姿勢溶接用のフラックス入りワイヤのような立向溶接はできませんが、無機ジンクプライマ塗装鋼板の水平すみ肉溶接において、優れた耐ピット性および良好なビード形状が高速度・高能率で得られます。また、水平すみ肉溶接に特化したフラックス入りワイヤとして、これまでに、スパッタやヒューム低減、1パス大脚長、黒皮鋼板対応などの多様な要望に応えながら発展してきました。
表1に当社の軟鋼・490MPa 級高張力鋼を対象とした水平すみ肉溶接用フラックス入りワイヤの用途タイプと特長を、写真1に1電極自動走行台車および2電極高速水平すみ肉溶接装置による使用状況を示します。
表1 当社の水平すみ肉溶接用フラックス入りワイヤ -CO₂ガス用-
| 用途タイプ、特長 | 溶接方法 |
| 汎用-無機ジンクプライマ鋼板の耐ピット性、ビード形状 | 自動、半自動 |
| 汎用-低ヒューム・低スパッタ | 自動、半自動 |
| 汎用-スラグ除去が容易(自然剥離) | 自動 |
| 耐ピット性強化-塗装膜厚大、溶接速度アップ対応 | 自動 |
| 鉄骨向け-黒皮鋼板対応、低スパッタ、多パス大脚長 | 自動、半自動 |
| 1パス大脚長溶接(脚長8~10mm) | 自動 |
| 2電極高速水平すみ肉用(無機ジンクプライマ鋼板、黒皮鋼板) | HS-MAG溶接機 |
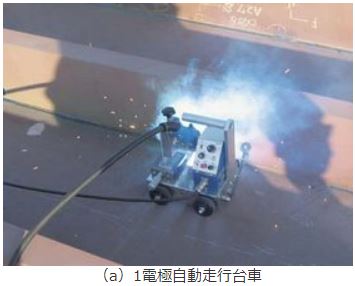
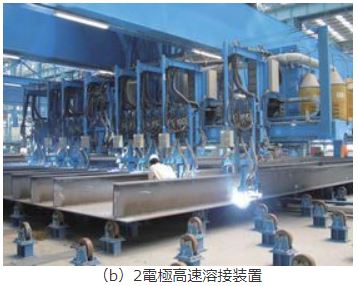
写真1 水平すみ肉用フラックス入りワイヤの使用状況
2. 水平すみ肉溶接用フラックス入りワイヤの構成と基本性能
(1)ワイヤ構成図1に水平すみ肉溶接用フラックス入りワイヤの構成を、全姿勢用と比較して示します。どちらのワイヤも外皮金属には軟鋼材を用いていますが、汎用の低スラグ系すみ肉溶接用フラックス入りワイヤは、ピット発生を防止するためにスラグ剤(TiO₂ほか)の比率を少なくして、さらに、良好なビード形状やスラグ剥離性を得るためにスラグ剤成分も調整しています。
図1 水平すみ肉用フラックス入りワイヤの構成概略図
(2)基本性能:耐ピット性、ビード形状およびスラグ除去
写真2に水平すみ肉溶接時の溶融プール状況を、図2に無機ジンクプライマ塗装鋼板の水平すみ肉溶接で問題となる気孔欠陥発生機構についての概念図を示します。
ビード内部に発生するブローホールや表面に開口したピット、ガス溝といった気孔欠陥は、溶融プール内に侵入したプライマ分解ガスの量や、凝固過程における溶融プールからのガス浮上・放出速度、凝固速度などに支配されて発生します。
したがって、プライマ塗装膜厚が厚くなると分解ガスの発生量が多くなり、高速度溶接は凝固速度が速くなるので溶融プールからのガス放出が間に合わずにピットが発生しやすくなります。そこで、すみ肉溶接用フラックス入りワイヤは溶融プールからのガスの放出を妨げないようにスラグ剤量を少なく設定しています。
ビード形状に対しては、アンダーカットやオーバーラップが発生すると全線補修が必要であり、水平すみ肉溶接の場合は長尺物件が多いので大変な作業となります。また、スラグ除去作業の難易も施工現場では重要な基本性能となります。
上記のように、耐ピット性向上のためにはスラグ量を少なくした方が有利ですが、ビード形状およびスラグ剥離性のためにはビード全体をスラグが被包するように、ある程度のスラグ量が必要となります。
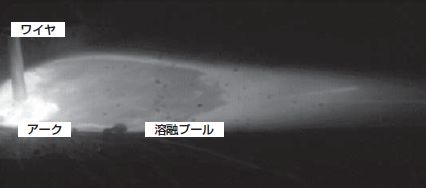
写真2 水平すみ肉溶接の溶融プール状況
分解ガスの挙動;
A.先行するアーク熱によりプライマーが分解、生成したガスは間隙より逃げる
B.間隙からガスがプールに侵入
C.ガスの残りが成長する気孔中に侵入
図2 水平すみ肉溶接の気孔欠陥の発生機構概念図
3. 汎用タイプの水平すみ肉溶接用フラックス入りワイヤ
写真3に汎用低スラグ系タイプの水平すみ肉溶接試験結果を示します。無機ジンクプライマ塗装鋼板の1 電極水平すみ肉溶接に使用して耐ピット性、ビード形状およびスラグ剥離性の基本性能を十分に満足しますが、ワイヤ構成を微量調整してそれぞれ特徴を持たせています。(1)汎用一般タイプ
汎用一般タイプは、ややスラグ量が少ないタイプで、簡易走行台車などの自動溶接(40~50cm/min)における耐ピット性が評価され、また半自動溶接にも適しています。
(2)汎用一般、スラグ自然剥離タイプ
汎用一般、スラグ自然剥離タイプはスラグ量がやや多く、溶接後、スラグがほとんど自然剥離するのでスラグ除去が極めて容易であることを特長とし、自動溶接(40cm/min程度)に好まれて使用されています。
(3)汎用一般、低ヒューム、低スパッタタイプ
半自動溶接の施工現場では、溶接中のヒューム、スパッタも重要な評価ポイントとなります。溶接ヒュームはアーク直下から吹き出し、Fe₂O₃などの鉄酸化物を主体とする微粒子群で、アーク状態を安定にしてスパッタ発生量を少なくするとヒューム発生量も少なくなります。このために外皮のC量を低くすることの効果が大きく、他の水平すみ肉用フラックス入りワイヤについても低C外皮の適用が進んでいます。汎用一般タイプ:1.2mm 300A-50cm/min 脚長6mm
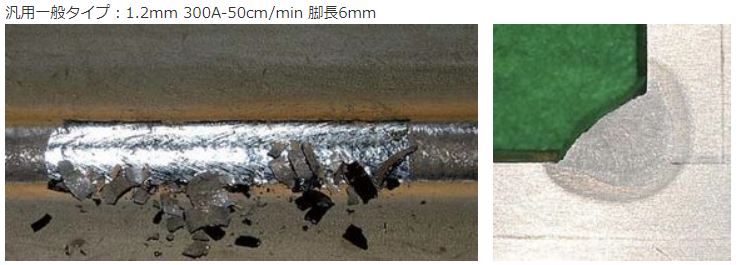
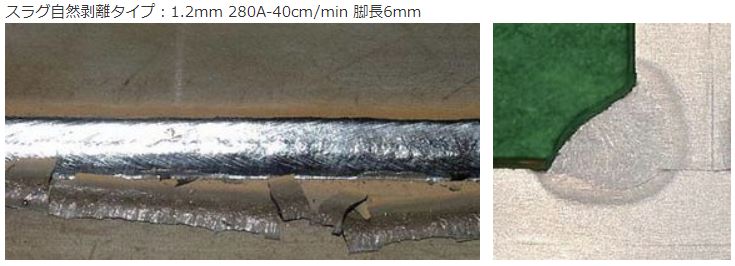
写真3 水平すみ肉溶接のスラグ剥離状態、外観およびビード形状
4. 耐ピット性を強化したタイプのすみ肉溶接用フラックス入りワイヤ
写真4に耐ピット性強化タイプの水平すみ肉溶接試験結果を示します。汎用タイプのワイヤではピットが多発するようなプライマ膜厚が厚い部材、あるいは溶接速度を速くして溶接する施工現場では、特に耐ピット性が優先されます。耐ピット性強化タイプはスラグ量をさらに低減するとともに強目のアーク状態にして、溶融プールからプライマ熱分解ガスを強制的に追い出すという手段によって、ピットの発生頻度を格段に低くすることができます。このタイプは少ないスラグでビード全面が被包され、ビード形状、スラグ剥離性ともに良好ですが、アークが強くヒュームやスパッタ発生量がどうしても多くなるので半自動溶接には適さない場合があります。

写真4 耐ピット性強化タイプのスラグ被包、剥離状況およびビード外観、形状の一例(1.2mm 280A-40cm/min)
5. 鉄骨部材・黒皮鋼板対応タイプの水平すみ肉溶接用フラックス入りワイヤ
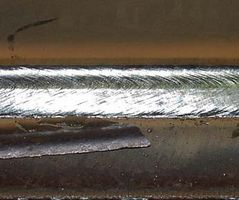
鉄骨部材の施工現場では黒皮鋼板の1パスおよび多パス盛溶接が行われます。写真5に黒皮鋼板の3パス盛大脚長すみ肉溶接試験結果を示します。黒皮鋼板の水平すみ肉溶接では、表面の圧延スケール(酸化鉄)の影響でスラグ被包性が悪くなり、ビード表面のざらつきやビード形状が悪くなるなどプライマ塗装鋼板とは異なった状況が現れます。また鋼板自体にスパッタが融着しやすいことも問題となります。
このタイプはスラグ流動性が過剰にならないように溶融スラグの粘性を高めたことにより、十分なスラグ被包状態と良好なビード形状、外観が得られるようにしました。またスラグの耐火性とスラグ剥離性も適度に調整し、多パス盛大脚長溶接がやりやすくなるようにしました。スパッタ付着については低C外皮適用などによりスパッタ発生量を抑えています。
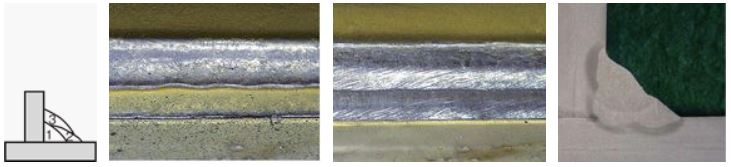
写真5 3パス大脚長水平すみ肉溶接試験結果(1.2mm 270A)
6. 大脚長タイプの水平すみ肉溶接用フラックス入りワイヤ
写真6に大脚長タイプの水平すみ肉溶接試験結果を示します。厚板の1パス溶接で脚長8mm以上の大脚長ビードが得られるようにスラグ剤(TiO.、SiO.、MgOほか)を多目に含有させて、大脚長ビード形成で問題となる立板側のアンダーカット、下板側ビード止端部のオーバーラップを防止しています。この大脚長タイプを溶接速度30~40cm/minぐらいで中脚長6~7mmに使用した場合、ビード形状とスラグ除去性は抜群に良好ですが、プライマ塗装鋼板では耐ピット性に注意が必要となる場合があります。
| 溶接速度 (cm/min) |
ビード形状 | ビード外観 | 脚長(mm) (立板/下板) |
| 30 |  |
 |
8.4/8.6 |
| 25 |  |
 |
9.6/9.5 |
7. 2電極高速水平すみ肉溶接用タイプの水平すみ肉溶接用フラックス入りワイヤ
図3に2電極高速水平すみ肉溶接法(HS-MAG法)の概略図、写真7に高電流・高速水平すみ肉溶接試験結果を示します。HS-MAG法とは、極間距離を約25mm程度にして行う1プール方式の簡便な溶接法です。この溶接法と専用ワイヤを使用して、造船パネルラインのロンジ先付け溶接やビルドアップロンジ溶接では、溶接速度1.0~1.3m/min(脚長5~6mm)で操業し、良好な耐ピット性、ビード形状およびスラグ除去性が得られています。
また、大脚長に操業が切り替わった場合、搭載ワイヤはそのままで図4のように極間距離を広げて行う2電極2プール方式にすることで8、9mmの脚長が得ることができます。写真8に溶接条件とビード外観、ビード形状の一例を示します。1電極1パスによる大脚長溶接に比較して、約2倍の溶接速度となります。
図3 HS-MAG法の概略図(2電極1プール法)
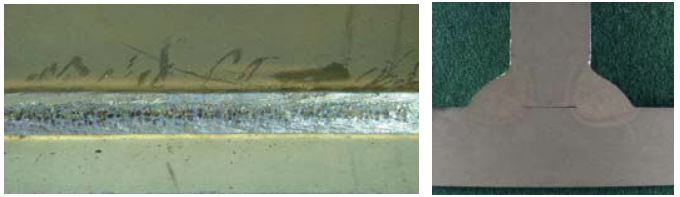
写真7 ビード外観およびビード形状(L極430A、T極400A、130cm/min、脚長6mm)
図4 2電極2プール溶接法のトーチセット例
| 目標脚長 | 電流(A) | 溶接速度 (cm/min) |
ビード外観 | ビード形状 | 脚長 | |
| 8mm | L極 | 420 | 60 |  |
 |
8.7/8.8 |
| T極 | 280 | |||||
| 9mm | L極 | 420 | 50 |  |
 |
9.5/9.2 |
| T極 | 280 |
写真8 2電極2プール法での大脚長溶接条件とビード外観、形状の一例
8. まとめ
ガスシールドアーク溶接用フラックス入りワイヤは、全姿勢用ワイヤからスタートし、すみ肉用ワイヤは後発でした。しかし、施工現場の高速高能率化の強烈な要求が続き、国外では見られなかったすみ肉溶接に特化した低スラグ系フラックス入りワイヤとして発達してきました。
今回、軟鋼・490MPa級高張力鋼用の水平すみ肉溶接用フラックス入りワイヤについて、ワイヤ設計の考え方を混ぜながらタイプ別の特徴ということでご紹介いたしました。
今後とも施工現場の高速高能率化に貢献できるように、また多様な部材の溶接に応えられる最適なワイヤづくりを目指します。皆様方からの改良などへのご指摘もよろしくお願いいたします。
今回、軟鋼・490MPa級高張力鋼用の水平すみ肉溶接用フラックス入りワイヤについて、ワイヤ設計の考え方を混ぜながらタイプ別の特徴ということでご紹介いたしました。
今後とも施工現場の高速高能率化に貢献できるように、また多様な部材の溶接に応えられる最適なワイヤづくりを目指します。皆様方からの改良などへのご指摘もよろしくお願いいたします。