技術情報溶接Q&A
F065海洋構造物用フラックス入りワイヤ
1. はじめに
海洋での石油・天然ガスの資源開発は、今から100年以上前の19世紀末頃から始められていますが、本格的な開発は1947年のメキシコ湾ルイジアナ沖が最初とされています。以来、石油・天然ガスの開発エリアは、北海、サハリン沖、ブラジル沖、西アフリカ沖、渤海などに拡大しており、2005年には全世界で生産される石油・天然ガスの約4割が海洋で生産されるほどになっています2)。海洋での石油・天然ガスの開発には、鋼構造物が必要不可欠であり、また、その建造には溶接が適用されています。本稿では、石油・天然ガスの資源開発における海洋構造物、同構造物に使用される当社の、特にFCAW(Flux Cored Arc Welding)用ワイヤの現状および溶接施工要領についてご紹介します。

写真1 ジャケット式プラットフォームの例
2. 海洋構造物の種類・構造
一口に石油・天然ガスの資源開発における海洋構造物といっても、さまざまな種類があります(図1)が、歴史的に見れば、本格的な鋼製海洋構造物は上述の1947年ルイジアナ沖のジャケット式プラットフォームに始まり、生産規模の拡大や採掘水深の大水深化にともない構造物は大型化され、より建設コストが抑えられるガイドタワー式、さらには浮遊式の構造物であるテンションレグ式、スパー式などが建造されるようになっています1)2)3)。ジャケット式プラットフォームの構造は、上部構造であるプラットフォームと下部構造であるジャケットからなり、プラットフォームには石油・天然ガスの掘削装置、一次処理装置・ユーティリティや居住設備等が装備されており、ジャケットは海底とプラットフォームを繋ぎとめる役割を果たしています。ジャケットの構造は、東京スカイツリーのように鋼管を幾何学的に繋ぎ合わせた形状からなり、その継手形状はアルファベットの形状になぞらえ、TKYジョイントと呼ばれています。
また、掘削のみに機能を絞った構造物は特に掘削リグと呼ばれ、ジャッキアップリグと呼ばれる構造の掘削リグが現在、世界で最も多く建造されています4)。
図1 石油・天然ガス生産施設の構造別分類3)
3. 海洋構造物用フラックス入りワイヤ
海洋構造物における溶接継手には、多くの場合、溶接構造物の健全性、信頼性および安全性を確保するために、最低使用温度における破壊靱性が要求され、多くの海洋構造物では、その破壊靱性値としてCTOD(Crack-Tip Opening Displacement)が要求されます。当社の海洋構造物用のフラックス入りワイヤは、表1に示すとおり、YP500MPa級のSF-50Aを除く、いずれの銘柄についてもCTOD要求に対応しています。継手試験結果の例として、SF-3AMおよびSF-36Eの板厚50mmの継手試験結果を表2および表3に示します。当社フラックス入りワイヤはSAKHALIN 2、AGIP KASHAGAN、NORSK HYDORO等の資源開発プロジェクトの海洋構造物に使用されています。表1 当社の海洋構造物用フラックス入りワイヤ
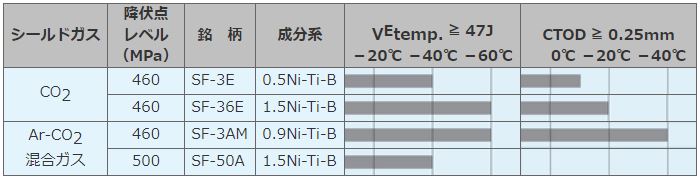
表2 継手試験結果の例
| 銘 柄 | 開先形状 | 溶接部断面マクロ |
| SF-36E | 
シールドガス:CO₂
平均溶接入熱:16kJ/cm 溶接姿勢:下向 |
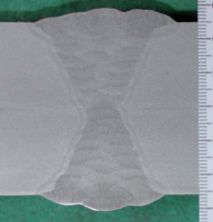 |
| SF-3AM | 
シールドガス:Ar-20%CO₂
平均溶接入熱:15kJ/cm 溶接姿勢:下向 |
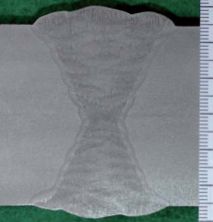 |
表3 継手試験結果の例
| 銘柄 | 溶接金属の機械的性質 | 継手 CTOD | |||||
| 位置 | 0.2% 耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
VE-60℃ (J) |
温度 (℃) |
CTOD (mm) |
|
| SF-36E | 1st side | 594 | 655 | 28 | 83 | -10 | 1.12、>1.29、0.95 |
| 2nd side | 605 | 669 | 27 | 94 | |||
| SF-3AM | 1st side | 529 | 594 | 28 | 76 | -40 | 0.77、1.07、0.89 |
| 2nd side | 577 | 635 | 25 | 119 | |||
4. 溶接施工上の注意点
溶接構造物の健全性、信頼性および安全性の確保には、健全な溶接施工が必要です。FCAWでは、シールドガスが溶接中のアークをシールドしていますが、そのシールド性が損なわれて空気を巻き込むと、空気中の窒素が溶接金属に混入し、溶接金属の靭性が低下します5)。シールド性に影響を及ぼす因子としては、被溶接材とガスノズルの間隔、ガス流量、アーク長、ガスノズル径などが挙げられます。溶接時には、これらのパラメータを適宜調整することが重要です。また、シールド性の他に、靭性に影響を及ぼす因子として溶接入熱が挙げられます(図2)。電流・電圧が高過ぎる、溶接速度が遅過ぎることによる過大な溶接入熱は靭性を著しく低下させますので注意が必要です。
図2 低温用鋼用フラックス入りワイヤの衝撃特性に及ぼす溶接入熱の影響
5. おわりに
石油・天然ガスの資源開発における海洋構造物、同構造物用フラックス入りワイヤおよび溶接施工上の注意点について説明しました。近年、太陽光、風力発電など自然エネルギーの開発が叫ばれていますが、エネルギー資源として石油・天然ガスは依然として欠かせない存在であり、それらの資源開発もまだまだ続くと思われます。当社も現状に甘んじず、より高品質な溶接材料の研究・開発を続けて参りますので、今後とも、ご愛顧のほどよろしくお願いします。<参考文献>
1)阿久津、石油技術協会誌 第72巻 第1号 P5-15、大水深(deep water)の炭鉱・開発の成果と深海成堆積物(deep-water systems)との関連、および大水深の石油システムにおける重要な要因について
2)吉澤、宮田、石油技術協会誌 第72巻 第1号 P16-25、大水深海域における海洋石油開発システムの変遷について
3)(社)日本海洋開発建設協会 海洋工事技術委員会、世界の海洋土木技術
4)福嶋、石油技術協会誌 第72巻 第5号 P436-444、海洋コントラクターの挑戦―禁煙の要求事項と対応策―
5)(社)日本溶接協会 溶接棒部会技術委員会共研6分科会、溶接技術Vol.57 P150-154、連載講座ガスシールドアーク溶接のシールド性に関する研究報告第2回溶接金属の耐窒素性に関する基本的性質