技術情報溶接Q&A
F066自動車用薄鋼板の溶接用ソリッドワイヤについて
1. はじめに
近年、自動車産業では、環境負荷低減のため、燃費向上を目的としたエンジン、モータなどの原動機開発、車体軽量化などの開発が進められています。車体軽量化の手法としては、高強度鋼板(以下、ハイテン)の適用による薄板化、アルミニウム合金、マグネシウム合金、樹脂材料などの軽量素材の開発、採用が行われています。またサスペンションメンバなどの足回り部品やボディには、亜鉛めっきによる防錆機能の付加も同時に行われています。ハイテンを含む薄鋼板の接合技術は、従来の抵抗溶接、ガスシールドアーク溶接(以下、アーク溶接)だけではなく、レーザ溶接、プラズマ溶接も積極的に採用されています。さらに環境負荷低減が期待されているFSW、FSJ1)などの摩擦接合の技術開発も盛んです。
このような流れの中で、ハイテンの適用による軽量化では、プレス部品の成形性低下や、車体剛性向上のため複雑な部品形状採用による溶接継手精度の低下(ギャップ、溶接線のズレ)が予想されます。これらに対して許容度が高く、また溶接部の品質が高いアーク溶接は、今後も不可欠な接合技術であると考えられます。
一方、製造工程において、徹底したコストダウンが要求されており、タクトタイム短縮のための溶接速度の高速化、手直し工程のミニマム化(溶落ちなどの溶接不良低減)、さらにスパッタ低減による溶接部材の清掃低減、ロボットや設備の低メンテナンス化など溶接材料への期待は大きくなっています。
このような状況を踏まえ、本稿では、当社の自動車向け溶接用ソリッドワイヤとその用途、また自動車製造業界で主流となりつつあるパルスマグアーク溶接について、紹介します。
2. 自動車向け溶接用ソリッドワイヤ
自動車のアーク溶接は、フレーム、サスペンションメンバ、アクスルハウジング、ホイール、シート部品など自動車の安全性に大きく関係する箇所に多数採用され、燃費向上および運動性能向上が期待される軽量化のため、普通鋼からハイテン、亜鉛めっき鋼板など1~5mm厚の薄鋼板へ転換されており、特に2~3mm厚の薄鋼板が主流となっています。溶接法としては、炭酸ガスやAr+CO₂混合ガスを使用した低電流域(短絡溶接)での直流(DC+)アーク溶接だけでなく、溶接品質の向上やスパッタ低減などを目的に開発されたAr+CO₂混合ガスを使用したパルスマグアーク溶接が採用されています。
これらに対して、自動車用溶接材料は主にソリッドワイヤが適用されており、当社の自動車向け溶接用ソリッドワイヤとその特徴を表1に示します。
表1 当社の自動車向け溶接用ソリッドワイヤとその特徴
| 銘柄 | JIS規格 JIS Z 3312 |
シールドガス | パルスマグアーク溶接への適用性 ◎:良好 ○:適用可 -:適用不可 |
特徴 | 自動車部品への 適用例 |
||
| 低スパッタ | 耐ギャップ性 | 亜鉛めっき | |||||
| YM-28 | YGW12 | CO₂ | ─ | ─ | ─ | 汎用 小電流溶接 | ホイール、足回り部品、 シート部品 |
| Ar+CO₂ | ◎ | ○ | ─ | 小~大電流溶接 | |||
| YM-28S | YGW15 | Ar+CO₂ | ○ | ○ | ─ | 汎用 | フレーム |
| YM-25 | YGW16 | CO₂ | ─ | ─ | ─ | 軟質溶接継手 | |
| Ar+CO₂ | ◎ | ─ | ─ | 汎用 | シート部品 | ||
| YM-24T | YGW16 | Ar+CO₂ | ◎ | ◎ | ○ | 薄板高速溶接 | サスペンションメンバ など足回り部品 |
| YM-24S | G43A2M0 | Ar+CO₂ | ◎ | ○ | ─ | 薄板高速溶接 | フレーム、 アクスルハウジング |
| YM-30 | ─ | Ar+CO₂ | ◎ | ◎ | ○ | 薄板高速溶接 | サスペンションメンバ など足回り部品 |
| YM-22Z | ─ | Ar+CO₂ | ◎ | ○ | ◎ | 合金化溶融亜鉛めっき鋼板用 亜鉛付着量:45~60g/m²まで |
サスペンションメンバ など足回り部品 |
| YM-28Z | G49A0C0 | CO₂ | ─ | ─ | ─ | 溶融亜鉛めっき鋼板用 亜鉛付着量:275g/m²(Z27)まで |
エアコン部品 |
3. パルスマグアーク溶接と溶接ワイヤ
自動車部品には数多くのナット、ボルトなどの機械加工品が付帯しており、ネジ山などの機械加工部へのスパッタ付着はスパッタ除去作業工数の増加となります。またトーチノズルの清掃、ロボットや設備のメンテナンスなどについても同様です。自動車部品の溶接は、溶接電流I:150~250Aが多く、シールドガスとしてCO₂ガスだけでなく、Ar+CO₂混合ガスなどを使用した場合においても、溶滴移行は短絡移行やドロップ移行となり、スパッタ発生は避けられません。
一方、パルスマグアーク溶接(図1)は、溶接電流を大電流(300~600A)のピーク電流Ipと小電流(30~100A)のベース電流Ibを周期的に制御し、ピーク時間Tp(0.7~3.0ms)で溶滴を形成し、大電流混合ガスアーク溶接の特徴であるスプレー移行によって、低スパッタ化が可能な技術です。ピーク電流Ip1回で1溶滴移行となる状態(1pulse-1drop)は、スプレー移行の中でもプロジェクト移行と呼ばれています2)。さらに溶接電流の制御は、ベース時間Tbの増減によって行われているため、平均溶接電流I=150~250Aにおいても、スパッタ低減が可能です。
各溶接ワイヤの溶接法によるスパッタ発生量(図2)に示すように、パルスマグアーク溶接用に開発されたYM-24S、YM-24Tは、従来溶接ワイヤの20%以下にまでスパッタを低減できます。
各溶接ワイヤのピーク時間(パルス条件)とスパッタ発生量の関係(図3)から、各溶接ワイヤとも放物線状にスパッタ発生量が変化し、また溶接ワイヤごとに、スパッタ発生量が極小となるピーク時間が異なります。すなわち、溶接ワイヤによって、適正なパルス条件は異なるため、適宜パルス条件の調整が必要になります。
溶滴移行状態を高速度カメラにて観察した結果(図4)、ピーク時間1.1msにおいて、溶滴移行が1pulse-1drop(適正パルス条件)であり、低スパッタ状態となると考えられます。実際の溶接中のスパッタ発生状態(図5)から、パルス条件の調整、さらに溶接条件の調整により、低スパッタ状態が得られることが分かります。
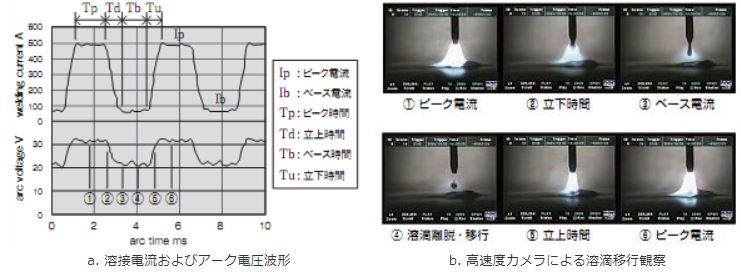
図1 パルスマグアーク溶接における溶接波形と溶滴移行の観察
図2 各溶接ワイヤの溶接法によるスパッタ発生量
図3 各溶接ワイヤのパルス時間とスパッタ発生量の関係
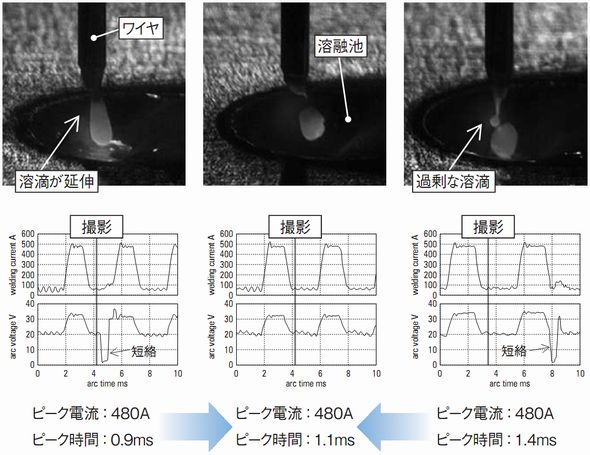
図4 パルスマグアーク溶接の溶滴移行状態と溶接波形
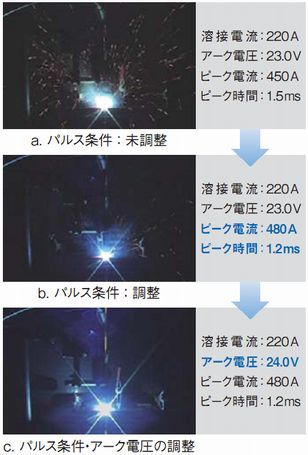
図5 パルスマグアーク溶接におけるスパッタ発生状態
(水平重ねすみ肉継手 ワイヤ径:1.2Φ)
4. 架橋性が良好な溶接ワイヤ
自動車産業は大量生産を行っているため、溶接部品の形状差異が発生し、これにより溶接部のギャップや溶接線のズレが発生することがあります。溶接作業はロボットによる自動化が展開されており、これらギャップやズレは、溶落ち、ビード形状不良など溶接欠陥の原因となります。当社では、この問題に対して、Siなどの合金元素の添加によって、ビード形成性(架橋性)に優れたYM-24TおよびYM-30を開発しました。テーパーギャップによる溶接試験の結果、YM-24TおよびYM-30は、従来溶接ワイヤよりも、良好な架橋性を得られることが分ります(図6、7)。またYM-24Tにおいて、ギャップのある溶接試験体においても、美麗なビードが得られます(図8)。
図6 YM-24Tのテーパーギャップにおける架橋性評価結果
図7 YM-30のテーパーギャップにおける架橋性評価結果
| 溶接姿勢 | ビード外観 | 断面マクロ |
| 横向重ね すみ肉溶接 |
 |
 |
| 下向重ね すみ肉溶接 |
 |
 |
5. 亜鉛めっき鋼板用溶接ワイヤ
亜鉛めっき鋼板は、防錆上の観点から、ボディや足回り部品のサスペンションメンバなどに広く採用されています。しかし亜鉛めっき鋼板の溶接は、溶接中に亜鉛が気化し、アークおよび溶滴移行を不安定にするため、スパッタが増加し、また亜鉛蒸気が溶融池に侵入することで、ピットやブローホールなどの気孔欠陥の原因にもなります(図9)。気孔欠陥の対策の一つとして、すみ肉溶接などにおいて、0.5mm以上のギャップを設けることが挙げられます(図10)。しかし、実際の溶接部品では安定したギャップを確保することは難しいため、パルスマグアーク溶接において、ピーク電流の予熱効果による亜鉛めっきの除去、溶融池攪拌効果による溶融池内の亜鉛蒸気の排出促進が期待されています。さらにこれら効果を最大限に発揮するため、YM-22Zが開発されました(図11)。
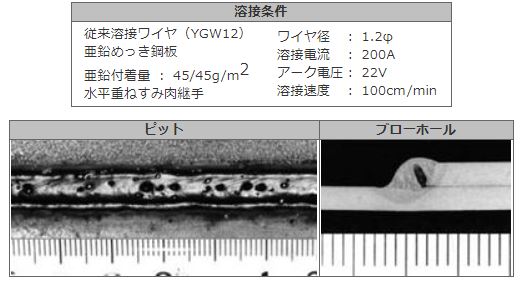
図9 パルスマグアーク溶接における亜鉛めっき鋼板の気孔欠陥発生状態
図10 水平重ねすみ肉継手におけるギャップと気孔発生の関係
図11 YM-22Zの溶接姿勢と気孔発生の関係および溶接速度と気孔発生の関係
6. おわりに
自動車向け溶接用ソリッドワイヤのラインアップとパルスマグアーク溶接を中心に紹介しました。読者各位におかれましては、これを参考として当社製品を活用していただければ幸甚です。<参考文献>
1)坂野律夫、加藤喜久生:摩擦点接合法(SFW)の開発溶接技術(2004)
2)日本溶接協会溶接棒部会:マグ・ミグ溶接Q&A(1999)