技術情報溶接Q&A
F067最近の被覆アーク溶接棒
1. はじめに
被覆アーク溶接は、略称:SMAW(Shielded Metal Arc Welding)やMMA(Manual Metal arc Welding)、被覆アーク溶接棒は通称電弧棒や電気棒と言われ、古くから幅広い分野で使用されています。被覆アーク溶接棒の歴史は、今から約100年前に遡り、スウェーデンのチェルベルヒ(Oscar Kjellberg)が従来の裸溶接棒に、被覆剤(フラックス)を塗布することを考案したことが始まりと言われています。日本では、1914年に長崎造船所がチェルベルヒと技術提携し、スウェーデンに技師を送って製造法や使用方法を学び、国内で生産が始まりました。1)
当時の被覆剤の塗布は、心線を粉状の被覆剤と水ガラスを添加した泥状の溶剤へ漬けて揚げる方法(チョコ付きのスティックお菓子のよう)や、溶剤を染み込ませた紙の巻き付ける方法(葉巻のよう)で製造されました。その後、1940年に日本で初めて溶接棒の塗装機が導入され、生産性の大幅な向上が図られました。
品質では、1941年に日本標準規格196号が制定され、当時の市販溶接棒50種について、引張強さ41kg/mm²以上および衝撃試験の審査を行ったところ、1級(伸び32%以上)合格率28.3%、2級(伸び26%以上)合格率19.5%、止むを得ず設けた3級(伸び18%以上)合格率でも23.5%に過ぎず、当時の溶接棒の水準が非常に低かったことが伺えます。その後、被覆剤の効果が解析されるにつれて、溶接金属の性質改良などが行われ、今日使用されている高品位な被覆アーク溶接棒の成熟期を迎えます。その際、海外では見られないイルミナイト系など日本独自の各種専用棒が開発され、高品位で溶接作業性に優れる国産の被覆アーク溶接棒が、幅広い分野で多くの実績を誇っています。
今回、被覆アーク溶接棒の分類と最近の動向について、ご紹介します。
2. 被覆アーク溶接棒の出荷量
溶接材料出荷実績の年度別推移を図1に示します。溶接材料別に見て大半を占めるのはガスシールドアーク溶接用のソリッドワイヤとフラックス入りワイヤであり、被覆アーク溶接から自動および半自動溶接による高能率化が進んでいることが分かります。また、サブマージアーク溶接の比率は、少しずつ増加傾向にあり、直近では被覆アーク溶接棒よりも多くなっています。アーク溶接と言えば被覆アーク溶接棒であった数十年前から一変し、被覆アーク溶接棒の需要は徐々に減少傾向にあります。このような状況下で、被覆アーク溶接棒の使用率が将来ゼロになるのでは思われるかも知れませんが、被覆アーク溶接棒ならではの使用方法があり、出荷量が少ないながらも、その必要性が損なわれていない以下のような分野があります。
1.狭あいな場所や、溶接量の少ない箇所に適用する場合。シールドガスが不要で、軽量なホルダひとつで小回りが利く溶接に適し、溶接作業性に優れる。
2.現地で行われるパイプラインの初層裏波溶接に適する。
3.高張力鋼の溶接で、安定した継手性能が得られる。
当社では、これらの用途に特化し、溶接作業性に優れるものや、高品位な溶接継手が得られる被覆アーク溶接棒を開発しています。4項以降で、それぞれの特徴を説明します。
図1 過去10年間の年度別溶接材料出荷実績の推移2)
3. 被覆剤の種類と特徴
被覆アーク溶接棒には多くの種類があり、お客様からどのような基準で選定するのか、その質問は少なくありません。そこで、被覆剤の系統とその特徴を表1に示します。被覆アーク溶接棒選定の一助になれば幸いです。
表1 軟鋼・490MPa級高張力鋼用被覆アーク溶接棒被覆剤の系統(JIS Z 3211)と特徴
| 記号 | 被覆剤の系統 | 被覆剤の内容3) | 特 徴 3) | 代表銘柄 | 用 途 |
| 03 | ライムチタニヤ系 | ルチールと石灰石等の塩基性酸化物を多量に含む | 高酸化チタン系の作業性とビード外観の良さを持つ 溶接金属の延性・じん性は、高酸化チタン系より優れる |
NS-03Hi | 軟鋼の薄中板の溶接 低ヒューム、作業性重視 |
| NS-03T | 鉄筋金網、薄中板の溶接 耐棒焼け性に優れる |
||||
| 13 | 高酸化チタン系 | 30%以上のルチールと、少量の塩基性酸化物を含む | アークが安定し、ビード外観が良好 延性・じん性がやや劣る |
S-13Z | 薄板の溶接 ビード外観重視 |
| 16 | 低水素系 | 炭酸石灰、蛍石を主成分とし、ライム系とも呼ばれる 本溶接棒のみ原料名で呼ばず、溶着金属の特性で表現される |
溶接金属の延性・じん性に優れる アークの安定やビード形状はやや劣る 高張力鋼はこの系統 |
L-55 | 490MPa級高張力鋼の溶接 |
| S-16W | 裏波溶接用 | ||||
| TW-50 | 490MPa級高張力鋼の仮付け溶接 | ||||
| 19 | イルミナイト系 | 約30%のイルミナイトを含む | 日本で開発され、溶接作業性が良好 延性・じん性がやや劣る |
G-200 | 軟鋼の薄中板の溶接 |
4. 溶接作業性に特化した被覆アーク溶接棒
●4.1 優れた再アーク性、低ヒュームの軟鋼用 NS-03Hiライムチタニヤ系溶接棒から、過酷な使用環境においても、優れた再アーク性(溶接を中断し、その後溶接を再開した時のアークスタートし易さ)が得られ、環境に優しい低ヒュームを実現したNS-03Hiを紹介します。
NS-03Hiは、軟鋼の仮付けや補修溶接などでバランス感ある優れた溶接作業性を有しています。図2に示すように、小型溶接機などの二次側の無負荷電圧が低い場合でも、優れた再アーク性が得られます。また図3に示すように、作業環境を考慮して溶接ヒュームを低減しています。溶接棒を曲げて使用する際の、棒曲げ性にも優れています。
【条件】3.2Φ、水平すみ肉、電流140A
【評価法】5秒間溶接し残棒を常温まで冷却 その後、再アークしたものを合格
【評価法】5秒間溶接し残棒を常温まで冷却 その後、再アークしたものを合格
図2 NS-03Hiの無負荷電圧と再アーク性の関係例
【条件】4.0Φ、電流180A
図3 NS-03Hiのヒューム発生量測定例
ライムチタニヤ系溶接棒から紹介する2銘柄目は、高電流使用時においても耐棒焼け性に優れ、かつ良好な再アーク性を持つ鉄筋金網用NS-03Tです。本溶接棒は、軟鋼の仮付けなどの断続溶接で優れた溶接作業性を有しています。また使用電流が高い場合でも、棒焼けし難く、さらに被覆先端の欠けが生じにくいため健全な溶接が可能です。再アーク性についても、図4に示すようにNS-03Hiと同様に良好です。
【評価法】溶接後の残棒について赤熱状況及び棒先端の状況を観察
・○:溶接棒の赤熱がなく、良好なアーク状態で溶接できる
・△:やや赤熱し、被覆が欠けやすくなる
・×:溶接棒が赤熱し、被覆が欠け、アークが不安定
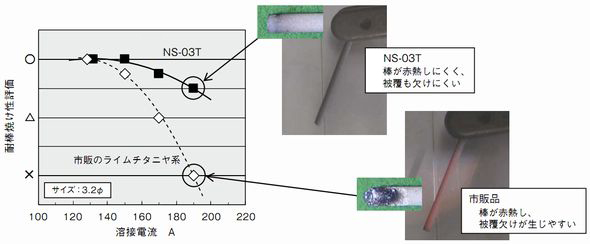
図4 NS-03Tの耐棒焼け試験例
5. 裏波溶接性に優れたパイプライン用S-16W、L-60W
低水素系からは、パイプの全姿勢裏波溶接に適したS-16W、L-60Wを紹介します。両溶接棒は、パイプの現地溶接における初層溶接に最適で、低い電流域でもアークが安定性し、図5に示すように良好な裏波ビードが得られます。S-16Wは、軟鋼・490MPa級高張力鋼用の初層溶接に使用され、JISの溶接技量検定試験の裏曲げ試験でも好成績を収めています。
L-60Wは、590MPa級高張力鋼用の初層溶接に最適です。
図5 S-16Wの裏波ビード外観例
表2 裏波溶接用被覆アーク溶接棒の溶着金属性能例
| 銘柄 | 化学成分 % | 引張性能 | 衝撃性能 | |||||||
| C | Si | Mn | Ni | Mo | 降伏点 MPa |
引張強さ MPa |
伸び % |
試験温度 ℃ |
vE J |
|
| S-16W | 0.06 | 0.96 | 0.89 | - | - | 550 | 622 | 32 | -30 | 65 |
| L-60W | 0.07 | 0.64 | 1.05 | 0.61 | 0.17 | 552 | 653 | 30 | -20 | 136 |
6. 海洋構造物向け高張力鋼用L-80SN
高張力鋼用低水素系からは、海洋構造物向け780MPa級高張力鋼用の超低水素系L-80SNを紹介します。天然ガス、原油のエネルギー資源採取は、サハリン沿岸、北海、メキシコ湾等の海洋で進められ、海洋構造物需要が高まっています。また、構造物の大型化と寒冷地開発が進んでいるため、適用される溶接材料は、より高強度でなおかつより低温側の高じん化が要求されています。
L-80SNは、表3に示すように優れた引張・衝撃特性を有しています。また、優れた耐割れ性を確保するため、超低水素化乾燥を実施しており、図6に示すように被覆の耐吸湿性が優れ、海洋構造物の現地溶接に最適な設計としています。その他、海洋構造物向け被覆アーク溶接棒の一覧を表4に示します。
図6 L-80SNの吸湿曲線例
表3 L-80SNの溶接継手性能例
| 母材 | 溶接棒 サイズ mmΦ |
溶接姿勢 | 電源極性 | 溶接電流 A |
溶接入熱 kJ/cm |
継手引張試験 | 衝撃試験 |
| 引張強さ MPa |
vE-60℃ J |
||||||
| WEL-TEN780 板厚 32mm |
4.0 | 立向上進 | DC(+) | 120~130 | 23~27 | 866 | 67 |
| AC | 130~140 | 22~27 | 855 | 86 |
表4 海洋構造物向け被覆アーク溶接棒の溶着金属性能例
| 鋼種 | 銘柄 | 溶着金属の化学成分 % | 引張性能 | 衝撃性能 | |||||||||
| C | Si | Mn | Ni | Mo | Ti | B | 降伏点または 0.2%耐力 MPa |
引張強さ MPa |
伸び % |
試験 温度 ℃ |
vE J |
||
| 490MPa級 | L-55SN | 0.06 | 0.38 | 1.47 | 0.53 | - | 0.02 | 0.002 | 530 | 601 | 32 | -40 | 184 |
| 590MPa級 | L-60LT | 0.07 | 0.37 | 1.42 | 0.62 | 0.18 | 0.03 | 0.002 | 575 | 642 | 24 | -50 | 135 |
| 780MPa級 | L-80SN | 0.04 | 0.44 | 1.40 | 4.50 | 0.52 | - | - | 817 | 889 | 21 | -80 | 90 |
7. おわりに
本稿では、被覆アーク溶接棒の分類と最近の動向について、いくつかの例を紹介しました。今回紹介した以外に、当社では多くのラインナップを取り揃えています。今後も需要家の皆様のご要望に沿うべく、被覆アーク溶接棒のさらなる品質向上に取り組んでまいります。<参考文献>
1)接合・溶接技術 Q&A1000
2)日本溶接棒工業会統計
3)溶接材料 溶接全書5