技術情報溶接Q&A
F070SBHS用溶接材料について
1. はじめに
近年、橋梁の製作コスト削減など合理化が叫ばれています。その中で、SBHSは鋼橋の建設コスト低減のために開発された高性能高降伏点鋼板です。SBHSは2008年に4規格(SBHS500、SBHS500W、SBHS700、SBHS700W)がJIS鋼材規格に制定され(JIS G 3140)、2011年には鋼橋で採用実績の多い50キロ級鋼に相当する2規格(SBHS400およびSBHS400W)が追加され、東京ゲートブリッジなどに多く採用されています。今回、SBHSに適用される溶接材料について以下にご紹介いたします。
2. SBHSの特長
SBHSは従来の溶接構造用鋼材と比較して、高強度・高靭性で、溶接性、加工性に優れた鋼材です。また、降伏強度の向上を、溶接性や加工性を阻害する合金元素の添加ではなく、TMCPにより実現しています。表1にSBHSの機械的性質を示します。表1 SBHSの機械的性質(JIS G 3140)
| 種類の記号 | 降伏点または耐力(N/mm²) | 引張強さ(N/mm²) | シャルピー吸収エネルギー | ||
| 試験温度(℃) | エネルギー(J) | 試験方向 | |||
| SBHS400 SBHS400W |
400以上 | 490~640 | 0 | 100以上 | 圧延直角方向 |
| SBHS500 SBHS500W |
500以上 | 570~720 | -5 | ||
| SBHS700 SBHS700W |
700以上 | 780~930 | -40 | ||
3. SBHS用溶接材料
●3.1 SBHS400およびSBHS400W用溶接材料表2にSBHS400用、表3にSBHS400W用溶接材料の一例を示します。
表2 SBHS400用溶接材料の一例
| 溶接法 | 種類および銘柄 | 特長・用途 | ||
| JIS規格番号 | JIS規格種類 | 銘柄 | ||
| SMAW | Z 3211 | E4916U | L-55 | 低水素系全姿勢用 |
| GMAW | Z 3312 | YGW11 | YM-26 | 炭酸ガス用 |
| YGW15 | YM-28S | 混合ガス用 | ||
| FCAW | Z 3313 | T49J0T1-1CA-UH5 | SF-1 | 炭酸ガス用、全姿勢用 |
| T49J0T1-0CA-UH5 | SM-1F | 炭酸ガス用、すみ肉用 | ||
| SAW | Z 3183 | S50J2-H | NF-1×Y-D | 突合せ、溶融フラックス |
| S532-H | NF-820×Y-D | すみ肉用、溶融フラックス | ||
表3 SBHS400W用溶接材料の一例
| 溶接法 | 種類および銘柄 | 特長・用途 | ||
| JIS規格番号 | JIS規格種類 | 銘柄 | ||
| SMAW | Z 3214 | E49J16-NCCAU | CT-16Cr | 低水素系全姿勢用 |
| GMAW | Z 3315 | G49JA0UC1-NCCJ | YM-55W | 炭酸ガス用 |
| FCAW | Z 3320 | T49J0T1-1CA-NCC1-UH5 | SF-50W | 炭酸ガス用、全姿勢用 |
| T49J0T1-0CA-NCC1-UH5 | SM-50FW | 炭酸ガス用、すみ肉用 | ||
| SAW | Z 3183 | S50J2-AW1 | NF-1×Y-CNCW | 突合せ、溶融フラックス |
| S50J2-AW1 | NB-60×Y-CNCW | 突合せ(大入熱)、ボンドフラックス | ||
| S50J2-AW1 | NF-820×Y-CNCW | すみ肉用、溶融フラックス | ||
●3.2 SBHS500およびSBHS500W用溶接材料
表4にSBHS500用、表5にSBHS500W用溶接材料の一例を示します。
表4 SBHS500用溶接材料の一例
| 溶接法 | 種類および銘柄 | 特長・用途 | ||
| JIS規格番号 | JIS規格種類 | 銘柄 | ||
| SMAW | Z 3211 | E6216-N1M1U | L-62CF | 極低水素系全姿勢用 |
| GMAW | Z 3312 | G59JA1UC3M1T | YM-60C | 炭酸ガス用 |
| G59JA1UM3M1T | YM-60A | 混合ガス用 | ||
| FCAW | Z 3313 | T59J1T1-1CA-N2M1-UH5 | SF-60 | 炭酸ガス用、全姿勢用 |
| T57J1T1-0CA-G-UH5 | SM-60F | 炭酸ガス用、すみ肉用 | ||
| SAW | Z 3183 | S624-H4 | YF-15B×Y-DM | 突合せ、溶融フラックス |
| S624-H4 | NF-1×Y-DM | 突合せ、溶融フラックス(大入熱) | ||
| S624-H4 | NF-320M×Y-DM | |||
表5 SBHS500W用溶接材料の一例
| 溶接法 | 種類および銘柄 | 特長・用途 | ||
| JIS規格番号 | JIS規格種類 | 銘柄 | ||
| SMAW | Z 3214 | E57J16-NCC1AU | CT-60Cr | 低水素系全姿勢用 |
| GMAW | Z 3315 | G57JA1UC1-NCCJ | YM-60W | 炭酸ガス用 |
| FCAW | Z 3320 | T57J1T1-1CA-NCC1-UH5 | SF-60W | 炭酸ガス用、全姿勢用 |
| T57J1T1-0CA-NCC1-UH5 | SM-60FW | 炭酸ガス用、すみ肉用 | ||
| SAW | Z 3183 | S58J2-AW1 | YF-15B×Y-60W | 突合せ、溶融フラックス |
| S58J2-AW1 | NF-320×Y-60W | 突合せ、溶融フラックス | ||
●3.3 SBHS700およびSBHS700W用溶接材料
表6にSBHS700用、表7にSBHS700W用溶接材料の一例を示します。
表6 SBHS700用溶接材料の一例
| 溶接法 | 種類および銘柄 | 特長・用途 | ||
| JIS規格番号 | JIS規格種類 | 銘柄 | ||
| SMAW | Z 3211 | E78J16-GU | L-82 | 超低水素系全姿勢用 |
| GMAW | Z 3312 | G78JA2UCN5M3T | YM-82C | 炭酸ガス用 |
| G78JA2UMN5C1M3T | YM-82A | 混合ガス用 | ||
| FCAW | Z 3313 | T78J2T1-1CA-N4M1-UH5 | 近々販売予定 | |
| SAW | Z 3183 | S80J4-H4 | NB-80×Y-80 | 突合せ、ボンドフラックス |
表7 SBHS700W用溶接材料の一例
| 溶接法 | 種類および銘柄 | 特長・用途 | ||
| JIS規格番号 | JIS規格種類 | 銘柄 | ||
| SMAW | Z 3214 | E78J16-N9M3AU | CT-80Cr | 超低水素系全姿勢用 |
| GMAW | Z 3315 | G78JA2UC1-N5M3T | YM-80W | 炭酸ガス用 |
| FCAW | Z 3320 | T78J2T1-1CA-NCC1J-UH5 | 近々販売予定 | |
| SAW | Z 3183 | S80J4-AW3 | NB-80×Y-80W | 突合せ、ボンドフラックス |
4. 継手性能の一例
●4.1 SBHS400W用サブマージアーク溶接材料NB-60×Y-CNCWの継手試験結果SBHS400W、板厚50mmを使用し、X開先にて、入熱量100kJ/cm以下、パス間温度300℃以下で、大入熱タンデム溶接を行いました。
表8および表9にNB-60×Y-CNCW(4.8Φ)の継手試験結果を示します。NB-60×Y-CNCWは最大入熱量100kJ/cm程度の施工においても十分な継手性能を有して おります。
表8 継手引張試験および型曲げ試験結果
| 継手引張試験結果 | 型曲げ試験結果 | ||
| 引張強さ (MPa) |
破断位置 | 曲げ種類 | 試験結果 |
| 545 | Depo | 側曲げ | 合格 |
表9 溶接金属の引張試験およびシャルピー衝撃試験結果
| 試験片の 採取位置 |
引張試験結果 | シャルピー衝撃試験結果 | |||
| 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
試験温度 (℃) |
吸収エネルギー (J) |
|
| 1st側表面から 7mm中心 |
421 | 535 | 34 | 0 | 162 153 156 平均 157 |
| 2nd側表面から 12.5mm中心 |
421 | 562 | 31 | 257 207 265 平均 243 |
|
| 参考 (S50J2-AW1) |
≧400 | ≧490 | ≧20 | 0 | ≧47 |
●4.2 SBHS500用溶接材料の継手試験結果
SBHS500、板厚40mmを使用し、SAW用溶接材料YF-15B×Y-DM(4.8Φ)を用い、X開先・入熱量50kJ/cm以下・パス間温度200℃以下で、GMAW用溶接材料YM-60Cを用い、K開先・入熱量50kJ/cm以下・パス間温度250℃以下で溶接を行いました。
表10および表11に継手試験結果を、写真1に断面マクロの一例を示します。YF-15B×Y-DMおよびYM-60Cは最大入熱量50kJ/cm程度の施工においても十分な継手性能を有しております。
表10 継手引張試験および型曲げ試験結果
| 銘柄 | 継手引張試験結果 | 型曲げ試験結果 | ||
| 引張強さ (MPa) |
破断位置 | 曲げ種類 | 試験結果 | |
| YF-15B ×Y-DM(4.8Φ) |
654 | HAZ | 側曲げ | 合格 |
| YM-60C (1.2Φ) |
640 | Depo+HAZ | 側曲げ | 合格 |
表11 溶接金属の引張試験およびシャルピー衝撃試験結果
| 銘柄 | 引張試験結果 | シャルピー衝撃試験結果 | |||
| 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
試験温度 (℃) |
吸収エネルギー (J) |
|
| YF-15B ×Y-DM(4.8Φ) |
421 | 535 | 34 | -5 | 162 153 156 平均 157 |
| YM-60C (1.2Φ) |
520 | 628 | 27 | 113 99 95 平均 102 |
|
| 参考 (JIS) |
≧500 | ≧570 | ≧18 | -5 | ≧47 |
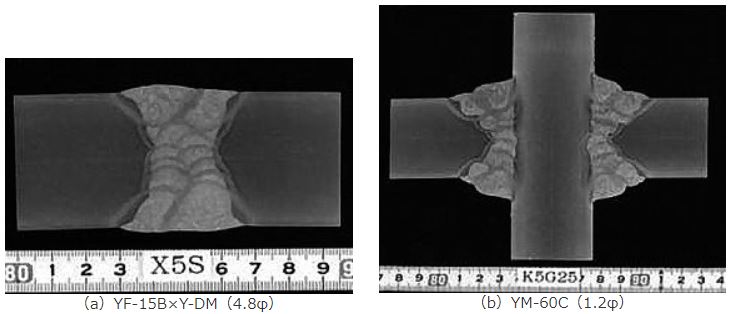
写真1 断面マクロの一例
また、SBHS500、板厚40mmを使用し、SAW用溶接材料NF-320M×Y-DM(4.8Φ)を用い、X開先・入熱量100kJ/cm以下・パス間温度200℃以下で、大入熱タンデム溶接を行いました。
表12および表13にNF-320M×Y-DMの継手試験結果を示します。NF-320M×Y-DMは最大入熱量100kJ/cm程度の施工においても十分な継手性能を有しております。
表12 継手引張試験および型曲げ試験結果
| 銘柄 | 継手引張試験結果 | 型曲げ試験結果 | ||
| 引張強さ (MPa) |
破断位置 | 曲げ種類 | 試験結果 | |
| NF-320M Y-DM(4.8Φ) |
641 | HAZ | 側曲げ | 合格 |
表13 溶接金属の引張試験およびシャルピー衝撃試験結果
| 入熱量 (kJ/cm) |
パス間温度 (℃) |
シャルピー衝撃試験結果 | |
| 試験温度 (℃) |
吸収エネルギー (J) |
||
| 100 | 200 | -5 | 113 101 110 平均 108 |
5. YM-60Cのy形溶接割れ試験結果
SBHS500(板厚40mm)を使用し、JIS Z 3158に準じてy形溶接割れ試験を行いました。表14に試験結果を示します。予熱なしにおいて、表面および断面割れは発生しませんでした。
表14 y形溶接割れ試験結果(ルートギャップ:1mm)
| 溶接条件 | 予熱温度 (℃) |
割れ観察結果* | ||||||
| 表面割れ率(%) | 断面割れ率(%) | |||||||
| 1 | 2 | 3 | 4 | 5 | 平均 | |||
| 280A-30V-30cm/min (20℃-60%雰囲気) |
なし (室温20℃) |
0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||