技術情報溶接Q&A
F075容器用溶接材料について
1. はじめに
当社で製造・販売を行っている溶接材料は、国内外の幅広い産業でご使用いただいています。今回、容器用溶接材料の製品ラインナッ プおよび施工上の注意点についてご紹介します。2. 低温容器用溶接材料
LPG(液化石油ガス:Liquefied Petroleum Gas,プロパンなど)や LNG(液化天然ガス:Liquefied Natural Gas,主にメタン)は、工業用のエネルギー、都市ガス原料、化学工業用原料などだけでなく一般家庭用途にも適用され、幅広く使用されています。これらのガスを取り扱う場合、LPGは大気圧下において-45℃で液化し、体積は気体時の1/250となります。またLNGは大気圧下において-162℃で液化し、その際体積が1/600に減少します。このように液化させて体積を小さくし、保管や可搬性を容易とした上で貯槽されていますが、低温で保持される容器には、低温靭性の優れた鋼材および溶接材料が必要となります。各種液化ガスの沸点と対応する低温用鋼を図1に示します。
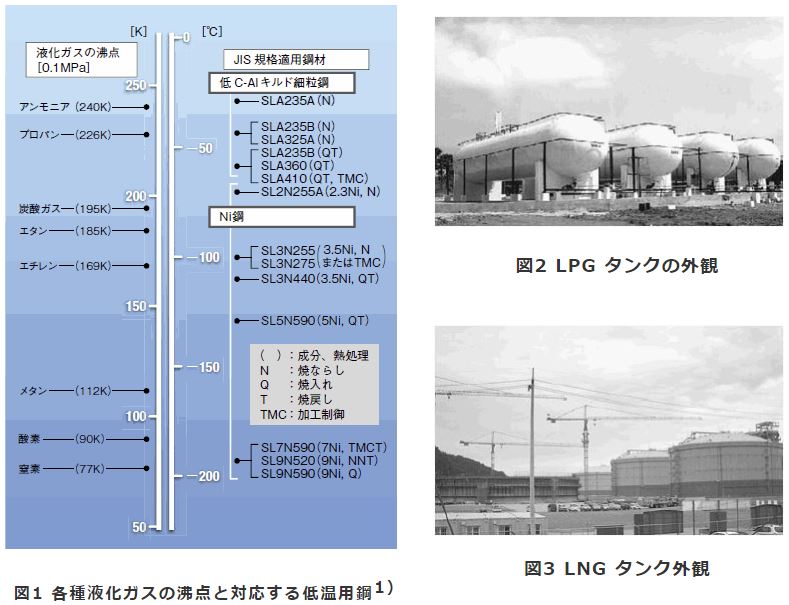
低温容器用鋼板として、SLA材(JIS G 3126低温圧力容器用炭素鋼鋼板)は、アルミキルド炭素鋼で、焼ならしまたは焼入れ、焼戻し処理によって結晶粒が微細化され低温靭性に優れています。
SLN材(JIS G 3127低温圧力容器用ニッケル鋼鋼板)はNi含有鋼で、2.5%Ni、9%Niなどの種類があります。これら鋼板は、制御圧延加速冷却や直接焼入れなどの加工熱処理によって製造され、低温靭性や亀裂伝播停止特性に優れています。また最近、9%Ni鋼と同等の性能を有する省合金タイプの7%Ni鋼が開発され、SL7N590として実用化が進められています。7%Ni鋼の溶接には、9%Ni鋼と同じ溶接材料を適用します。主な低温容器用溶接材料を表1に、LPG容器用溶接材料の施工上の注意点を表2に、LNG容器用溶接材料の施工上の注意点を表3に示します。
表1 低温容器用溶接材料
| 液種 | 使用 温度℃ |
鋼種 (JIS) |
引張強さ (MPa) |
溶接方法 | |||
| SMAW | SAW | GMAW/FCAW | GTAW | ||||
| プロパン (LPG) |
-45 | SLA325B | 440 ~ 560 | L-55SN | NF-310×Y-DM3 | YM-36E / SF-36E | YT-28E |
| SLA365 | 490 ~ 610 | L-60LT | NF-310×Y-E | YM-1N / SF-36E | YT-28E | ||
| メタン (LNG) |
-162 | SL7N590 | 690 ~ 830 | YAWATA WELD B(M) NITTETSU WELD 196 |
NITTETSU FLUX 10H× NITTETSU FILLER 196 |
- | NITTETSU |
| SL9N590 | |||||||
表2 LPG容器用溶接材料の施工上の注意点
| 溶接方法 | 施工上の注意点 |
| 共通 | ●溶接金属の硬化を抑え、拡散性水素の放出を促進して割れを防止する目的で予熱を行ってください。(板厚35mmの場合、50 ~ 100℃程度) ●応力除去の熱処理を行う場合、最高温度が母材の焼戻し温度を超えないようにしてください。 |
| SMAW | ●被覆のタイプは極低水素系で耐吸湿性は良好です。拡散性水素による割れを防止するため、使用前に300 ~ 350℃×1時間乾燥してください。 ●大気中の窒素および酸素の侵入を防ぎ、低温靱性を確保するため、アークの長さをできるだけ短く保ってください。 |
| SAW | ●良好な低温靱性を得るため、溶接入熱は40kJ/cm以下としてください。 ●フラックスの保管は高温多湿の場所を避けてください。 (溶融フラックスは、吸湿しにくい特長がありますが、低温割れ防止の観点から200 ~ 350℃×1時間乾燥することで、さらに割れが発生しにくくなります) |
| GMAW | ●ソリッドワイヤは、Arに5 ~ 25%のCO₂を混合したシールドガスを用いることで、溶接金属の酸素量を低減し、良好な低温靭性が得られます。 ●フラックス入りワイヤは、シームレスタイプであるためワイヤの耐吸湿性に優れています。シールドガスにCO₂を用い、優れた溶接作業性と、 低い拡散性水素量の溶接金属が得られます。しかしソリッドワイヤに比べ、靱性がやや低い特徴があります。 |
| GTAW | ●ガスは100%Arを使用してください。 |
表3 LNG容器用溶接材料の施工上の注意点
| 溶接方法 | 施工上の注意点 |
| 共通 | ●クレータ部に割れが生じやすいため、クレータ処理またはグラインダー研削をしてください。 ●一般炭素鋼の溶接よりも溶込みが浅いため、開先角度をやや広めに取ってください。 ●通常、予熱および後熱処理は不要です。(母材の結露を防ぐ目的で50℃程度の予熱を行うこともあります) ●溶接入熱は、約35kJ/cm以下としてください。 |
| SMAW | ●溶着金属はNi基合金であり、拡散性水素による割れが生じにくいものの、吸湿水分による気孔欠陥を防止するため、 使用前に300 ~ 350℃×1時間乾燥してください。 ●大気中の窒素および酸素の侵入を防ぎ、低温靱性を確保するため、アークの長さをできるだけ短く保ってください。 ●線材にNi基合金を使用しているため、棒焼けが生じないよう、適正範囲よりも高い電流で使用しないでください。 |
| SAW | ●溶着金属はNi基合金であり、拡散性水素による割れが生じにくいものの、吸湿水分による気孔欠陥を防止するため、 使用前に300 ~ 350℃×2時間乾燥してください。 ●溶接電流は、割れを防止するため400A以下としてください。 |
| GTAW | ●ガスは100%Arを使用してください。 |
3. 高温容器用溶接材料
高温環境で使用される圧力容器は、重要溶接構造物に位置付けられ、電気事業法、ガス事業法、高圧ガス事業法などの法令により技術基準が定められ、設計から完成検査に至るまで厳しい品質マニュアルに従って製作されます。各種用途のおける温度から見た適用鋼種を図4に示します。比較的温度の低い環境ではMo鋼(JISG 3103ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板)が、温度が高い場合はCr-Mo鋼(JIS G 4109ボイラ及び圧力容器用クロムモリブデン鋼鋼板)が適用され、温度が高くなるにつれてCr量の高いCr-Mo鋼が使用されます。合金元素として添加されるMoは、高温における引張強さを高める目的で、Crは耐高温酸化性、耐硫化物腐食性および耐水蒸気腐食性を高める目的で添加されます。MoおよびCrの両方を適量添加することで優れた耐食性と高温強度を両立し、ボイラや石油精製装置などのさまざまな高温用途で適用されています。主な高温容器用溶接材料を表4に、高温容器用溶接材料の施工上の注意点を表5に示します。
図4 各種用途における温度と適用鋼種2)
(注)1つの部門で適用鋼種に傾斜がついているのは、使用条件、鋼材の種別、肉厚などによる適用温度区分が異なるため。

図5 高温圧力容器の外観
表4 高温容器用溶接材料
| 鋼種 (JIS) |
成分系 | 引張強さ (MPa) |
溶接方法 | |||
| SMAW | SAW | GMAW | GTAW | |||
| SB480M | 0.5%Mo | 480 ~ 620 | N-0S | NF-1×Y-DM | YM-505 | YT-505 |
| SCMV3-1 | 1.25%Cr-0.5%Mo | 410 ~ 590 | N-1S CM-1A |
NF-250×Y-511 NB-1CM×Y-511 |
YM-511 YM-511A SM-CM1 |
YT-511 |
| SCMV4-1 | 2.25%Cr-1%Mo | 410 ~ 590 | N-2S N-2SM CM-2A |
NB-250M×Y-521H NB-2CM×Y-521 |
YM-521 SM-CM2 |
YT-521 |
表5 高温容器用溶接材料の施工上の注意点
| 溶接方法 | 施工上の注意点 |
| 共通 | ●高温容器に用いられる耐熱鋼は、合金元素を多量に含有しているため、自硬性が大きい特徴があります。そのため溶接金属の硬化を抑え、 拡散性水素の放出を促進して割れを防止する目的で、100~350℃の予熱を行ってください。 ●溶接部の延性・靭性の確保、拡散性水素の放出および応力除去を目的に行う後熱処理は、625~700℃で行ってください。 |
| SMAW | ●被覆のタイプは極低水素系で耐吸湿性は良好です。拡散性水素による割れを防止するため、使用前に350~400℃×1時間乾燥してください。 ●CM-1A、CM-2AおよびN-2SMは、不純物の含有量を低減し、焼戻し脆化が生じにくい特長があります。焼戻し靱性の要求が高い場合は、 これら銘柄を選定ください。 |
| SAW | ●フラックスの保管は高温多湿の場所を避けてください。 ●溶融フラックス(NF-1およびNF-250)は、吸湿しにくい特徴がありますが、低温割れ防止の観点から200 ~ 350℃×1時間乾燥することで、 さらに割れが発生しにくくなります。 ●ボンドフラックス(NB-250M、NB-1CMおよびNB-2CM)は、使用前に350 ~ 400℃×1時間乾燥してください。 |
| GMAW | ●YM-505、YM-511およびYM-521は、シールドガスにCO₂を用いてください。 ●YM-511A、YM-CM1およびYM-CM2は、シールドガスにAr+20%CO₂を用いてください。 |
| GTAW | ●ガスは100%Arを使用してください。 |
4. 耐食容器用溶接材料
液体容器として、耐食性の優れたステンレス鋼製容器が多く用いられています。特にケミカルタンカーに使用されるステンレス鋼製容器は、硫酸、リン酸、パーム油、食品用水溶液などのさまざまな溶液の輸送に使用されています。ステンレス鋼は、JIS G 4305冷間圧延ステンレス鋼板及び鋼帯に規定される多様な鋼種があり、ケミカルタンカーに使用される主な溶接材料を表6に、耐食容器用溶接材料の施工上の注意点を表7に示します。従来、オーステナイト系が使用されてきましたが、SUS304と同等以上の耐食性を有すると共に、0.2%耐力比が約2倍の省合金二相ステンレス鋼NSSC®2120 3)が開発され、近年実用化されています。当社では本鋼種にマッチするSF-2120およびS-2120・Rを開発し、溶接継手性能および溶接作業性に好評を得ています。
高い引張強さと優れた耐食性を有する二相ステンレス鋼は、今後の適用用途拡大が予想されます。
図6 ケミカルタンカー組み立ての様子
表6 耐食容器用溶接材料
| 鋼種 (JIS) |
成分系 | 溶接方法 | |||
| SMAW | SAW | FCAW | GTAW | ||
| SUS304L | 18%Cr-8%Ni | S-308L・R | BF-300M×Y-308L | SF-308L | YT-308L |
| SUS316L | 18%Cr-12%Ni-2%Mo | S-316L・R | BF-300M×Y-316L | SF-316L | YT-316L |
| SUS316LN | 18%Cr-12%Ni-2%Mo-0.15%N | S-309ML・R | BF-29T×Y-316L | SF-309MoL | YT-309MoL |
| NSSC®2120 | 21%Cr-2%Ni-0.5%Mo-1%Cu-0.15%N | S-2120・R | BF-30×Y-DP8 | SF-2120 | YT-DP8 |
| SUS329J3L | 22%Cr-5%Ni-3%Mo-0.15%N | DP8 | BF-30×Y-DP8 | SF-DP8 | YT-DP8 |
表7 耐食容器用溶接材料の施工上の注意点
| 溶接方法 | 施工上の注意点 |
| 共通 | ●良好な耐食性を保つ目的で、溶接入熱は35kJ/cm以下としてください。 ●予熱は不要です。パス間温度は150℃以下としてください。 |
| SMAW | ●溶接作業性の劣化と吸湿水分による気孔欠陥を防止するため、使用前に150 ~ 250℃×1時間乾燥してください。 |
| SAW | ●フラックスの保管は高温多湿の場所を避けてください。 ●フラックスは、使用前に250 ~ 350℃×1時間乾燥してください。 |
| GMAW | ●ガスはCO₂を使用してください。(Ar + 20% CO₂も使用できます) |
| GTAW | ●ガスは100% Arを使用してください。 |
5. おわりに
低温、高温および耐食容器用溶接材料について、その溶接材料と施工上の注意点について紹介しました。各種容器における機械性能や溶接作業効率、自動化などの要求は、今後ますます高まっていくと考えられます。今後もお客様のご要望に対応し、溶接材料開発を進めてまいりますので、ご愛顧のほどお願いいたします。<参考文献>
1)金属便覧 日本金属学会編 丸善株式会社 518ページ
2)圧力容器用鋼材溶接の実際 日本溶接協会 産報出版株式会社 57ページ
3)NSSC®2120パンフレット 日鉄ステンレス株式会社