技術情報溶接Q&A
F076新2電極高速すみ肉溶接方法について
1. はじめに
無機ジンクプライマ塗装鋼板(以下、プライマ鋼板)の長尺ロンジ水平すみ肉溶接には、フラックス入りワイヤを用いた2 電極1プール方式の水平すみ肉溶接が広く用いられています。この溶接法では、電極間に形成する溶融金属と溶融スラグからなる湯溜りを安定させることがビード形成に重要です。しかし、溶接速度が150cm/minを超える高速溶接では、強いアーク力により湯溜りが不安定となりビード形成が困難になります。また、溶融プール内に侵入したプライマや鋼板の錆などの燃焼ガスにより、ビード表面に気孔欠陥が生じやすくなるため、補修溶接の増加が水平すみ肉溶接の高能率化に対する課題となっています。本稿では、高速溶接性と耐気孔欠陥性の両立を目的として開発した、先行電極に専用ソリッドワイヤ、後行電極に専用フラックス入りワイヤを用いるツインタンデム溶接法について、紹介します。
2. 新溶接法「SWIFTAR-METAL法」
SWIFTAR-METAL法の概略図を図1に、既存法との比較を表1に示します。先行電極に強いアーク感を持ち、スラグがほとんど発生しないソリッドワイヤを用いるので、湯溜り内の撹拌効果を促進させ、溶融プールからの燃焼ガスの放出能を高めることで、良好な耐気孔欠陥性が得られます。また、後行電極のフラックス入りワイヤの効果により良好なビード外観が得られます。
図1 SWIFTAR-METAL法の概略図(2電極1プール法)
表1 ツインタンデム溶接法の比較
| 現状の溶接法:「HS-MAG法」 | 新溶接法:「SWIFTAR-METAL法」 | |
| 形態 | 2電極方式 | 2電極方式 |
| 先行電極 | SM-1F(フラックス入りワイヤ) | YM-1SA(専用ソリッドワイヤ) |
| 後行電極 | SM-1F(フラックス入りワイヤ) | SM-1SA(専用フラックス入りワイヤ) |
| 適用脚長 | 5 ~ 7mm | 4 ~ 7mm |
| 適用速度 | 80 ~ 130cm/min | 80 ~ 180cm/min |
3. 現状溶接法との比較
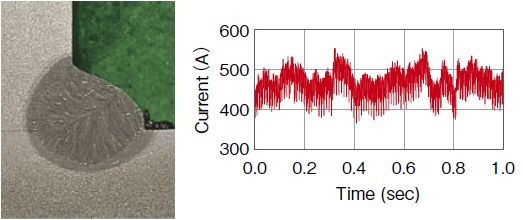
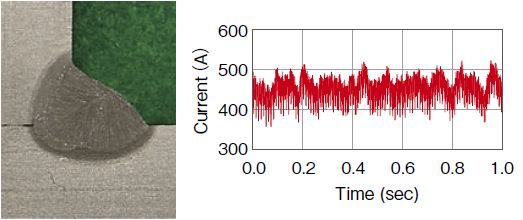
図2にプライマ鋼板(膜厚15μm)に溶接速度180cm/minで溶接した結果を示します。HS-MAG法ではビード形状が不良になるのに対して、新溶接法では溶接速度180cm/minで湯溜りが安定しているため、余盛率の低い良好なビード外観・形状が得られます。また、後行電極の電流波形も安定しており、湯溜りが安定していることを示しています。さらに、図3に示すようにHS-MAG法ではビード形成が難しい脚長4mmの溶接も可能です。図4にプライマ鋼板(JIS G 3106 SM490B、size:12t×100W×1000L mm、ウエブ膜厚15μm、フランジ膜厚25μm)を用いた耐気孔欠陥性の試験結果を示します。こちらの結果も新溶接法はHS-MAG法に比べ、高速溶接でビード表面の欠陥発生数の少ない結果が得られました。| HS-MAG法(参考) | SWIFTAR-METAL法 |
| 80cm/min L極:460A-33V、T極:420A-35V | 180cm/min L極:500A-33V、T極:440A-35V |
 |
 |
 |
 |
| 150cm/min L極:400A-30V、T極:360A-31V |
 |
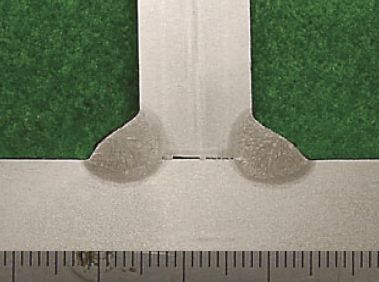 |
ビード外観および形状一例
Pd+Wd:ビード表面の開口欠陥の合計長さ
図4 耐気孔欠陥性の比較