技術情報溶接Q&A
F081鉄骨向けフラックス入りワイヤ
1. はじめに
当社で製造・販売を行っている溶接材料は、国内外の幅広い産業でご使用いただいています。今回、震災復興や2020年東京オリンピック特需など、最近活発な鉄骨需要向け溶接施工に最適なシームレスフラックス入りワイヤをご紹介します。2. 鉄骨の溶接
鉄骨の溶接として代表的な溶接組立箱形断面柱(四面溶接ボックス柱)の製作には、角継手に大入熱SAWが、柱スキンプレートと内ダイアフラムの穴状柱継手にESWが多く採用されています。また、梁に使用される溶接組立H形鋼(BH鋼)の製造には、すみ肉溶接に特化したタイプのSAWが多く採用されています。
一方、内ダイアフラム組立や裏当て金の取付け、エレクションピース、シャープレートおよび仕口の溶接には、YGW11やYGW18に代表されるソリッドワイヤのGMAWが多く適用されており、工場製作では溶接ロボットによる自動溶接が、工事現場では半自動溶接が多く行われています。
今回、図1に示すような、工事現場施工で主に適用されるGMAW溶接作業の効率化、溶接技量・技能継承の緩和、溶接作業負担を軽減できる鉄骨向けシームレスフラックス入りワイヤを紹介します。
図1 鉄骨のGMAW適用箇所例
3. 鉄骨向けフラックス入りワイヤ
鉄骨溶接に最適な3種類のシームレスフラックス入りワイヤを、表1に示します。
当社のシームレスフラックス入りワイヤにはCuめっきが施されており、耐錆性に優れるため、特別な防湿対策は不要です。そのため現場施工では、ソリッドワイヤと同様の管理でお使いいただけます。
当社のシームレスフラックス入りワイヤにはCuめっきが施されており、耐錆性に優れるため、特別な防湿対策は不要です。そのため現場施工では、ソリッドワイヤと同様の管理でお使いいただけます。
表1 鉄骨向けシームレスフラックス入りワイヤ(シールドガス:CO₂)
| 銘 柄 | JIS Z 3313 | AWS A5.36 | 用 途 | サイズmm |
| SM-1FT | T49J0T1-0CA-UH5 | E70T1-C1A0-CS1 該当 | 下向・水平すみ肉の多パス溶接用 | 1.2Φ 1.4Φ |
| SF-1V | T49J0T1-1CA-UH5 | E71T1-C1A0-CS1 該当 | 立向上進溶接重視の全姿勢溶接用 | |
| SF-55 | T550T1-1CA-G-UH5 | E81T1-C1A0-CS1 該当 | 大入熱・高パス間温度の全姿勢溶接用 |
表2 溶着金属の化学成分および機械的性質の一例(ワイヤ径:1.2mmΦ)
| 銘 柄 | 化学成分 % | 溶接条件 | 引張試験 | 衝撃試験 | ||||||||
| C | Si | Mn | P | S | Mo | 入熱 (kJ/cm) |
パス間 温度℃ |
耐力 (N/mm²) |
引張強さ (N/mm²) |
伸び (%) |
vE 0℃ (J) |
|
| SM-1FT | 0.05 | 0.55 | 1.25 | 0.015 | 0.012 | - | 17 | 150 | 510 | 570 | 26 | 70 |
| SF-1V | 0.04 | 0.56 | 1.20 | 0.013 | 0.010 | - | 17 | 150 | 518 | 595 | 29 | 95 |
| SF-55 | 0.06 | 0.42 | 1.28 | 0.014 | 0.007 | 0.31 | 30 | 250 | 482 | 591 | 30 | 106 |
| 40 | 350 | 417 | 564 | 30 | 93 | |||||||
3.1 多パス溶接に最適 すみ肉溶接用 SM-1FT
SM-1FTは、多パスのすみ肉溶接に最適な低スラグ系CO₂溶接用シームレスフラックス入りワイヤです。従来のすみ肉用フラックス入りワイヤSM-1Fに比べてスラグの自然剥離を抑制したタイプで、以下の特長があります。特長
・スラグの自然剥離を抑えているため、スラグ除去を行わずに多パスの溶接が可能で、ビード止端部がきれいにそろいます。
・スラグの自然剥離を抑制していますが、軽くたたくことで、簡単に除去できます。
・アークがソフトで、溶接しやすい。
・スパッタの発生量が低減できます。
用途
・軟鋼および490N/mm²級高張力鋼を使用する鉄骨の下向および水平すみ肉の溶接
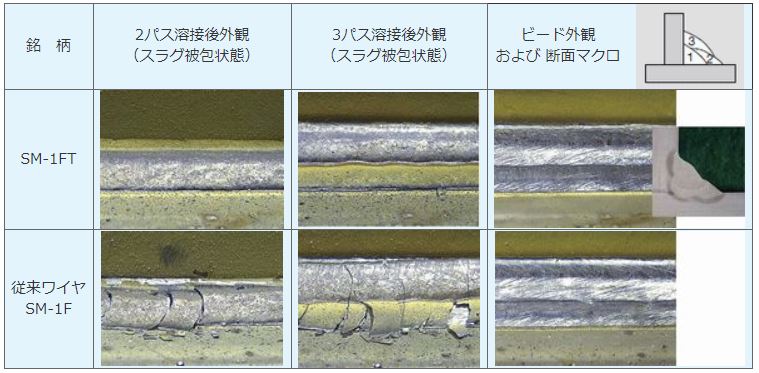
図2 SM-1FTによる水平すみ肉溶接のビード外観例
(3パス仕上げ、270A-31V-40cm/min)
図3 スパッタ発生量測定例(270A)
3.2 立向上進溶接重視 SF-1V
SF-1Vは、鉄骨工事現場の立向上進溶接に最適なルチール系CO₂溶接用シームレスフラックス入りワイヤです。T継手のすみ肉、K形開先およびレ形開先の立向上進溶接に適用し、溶接金属が垂れ難く、平滑で良好なビード外観が得られます。
特長
・立向上進溶接時のアークの安定性、アークの強さが最適です。
・立向上進溶接時のビード外観および形状(なじみ性)が良好です。
・下向・水平すみ肉など、全姿勢溶接に適用可能です。
用途
・軟鋼および490N/mm²級高張力鋼を使用する鉄骨の立向上進溶接、および全姿勢溶接
表3 SF-1Vによる立向上進溶接の条件例
| 板厚 mm |
開先 | 姿勢 | トーチ 角度 ° |
ギャップ mm |
層 | パス | 電流 (A) |
電圧 (V) |
速度 (cm/min) |
開先形状および積層 |
| 25 | K形 | 立向 上進 |
23 | 6 | 表 | 1 | 200 | 24 | 8 |  |
| 2 | 240 | 26 | 9 | |||||||
| 3 | 240 | 26 | 10 | |||||||
| 裏 | 4 | 200 | 24 | 8 | ||||||
| 5 | 240 | 26 | 9 | |||||||
| 6 | 240 | 26 | 10 | |||||||
| レ形 | 20 | 8 | 表 | 1 | 220 | 25 | 9 |  |
||
| 2 | 230 | 26 | 6 | |||||||
| 3 | 240 | 25 | 9 | |||||||
| 4 | 220 | 25 | 8 |
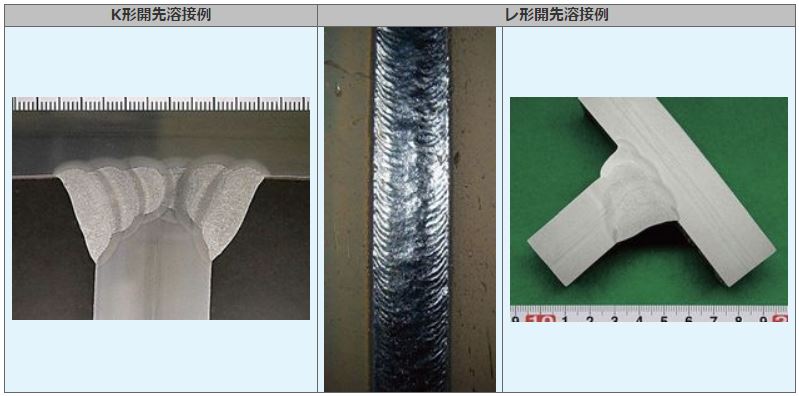
図4 SF-1Vによる立向上進溶接ビード外観および断面マクロ例
3.3 大入熱・高パス間温度全姿勢溶接用 SF-55
SF-55は、大入熱・高パス間温度施工向けに設計されたルチール系CO₂溶接用シームレスフラックス入りワイヤです。建築工事標準仕様書JASS6鉄骨工事(日本建築学会)の管理目標上限(40kJ/cm、350℃)でも、十分な強度・じん性を確保できます。従来、ソリッドワイヤのYGW18が適用されている継手と同等の熱管理で使用でき、スパッタが少なく、平滑で良好なビード外観が得られます。
特長
・スパッタが少なく、美麗なビード外観が得られるなど、溶接作業性が良好です。
・490N/mm²級高張力鋼の溶接において、JASS6の管理目標上限(40kJ/cm、350℃)で十分な強度・靭性が確保できます。
用途
・軟鋼、490N/mm²級、TMCP355(520N/mm²級)、TMCP385(550N/mm²級)などの高張力鋼の突合せおよびすみ肉の全姿勢溶接。
図5 SF-55溶着金属の機械的性能に及ぼす入熱・パス間温度の影響例
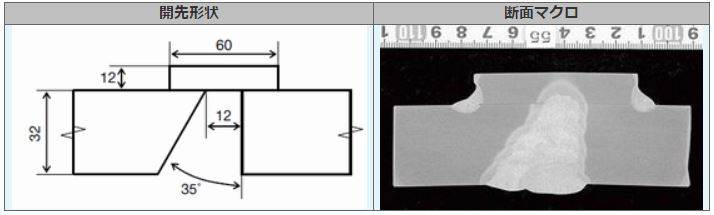
図6 SF-55による立向上進溶接の断面マクロ例(入熱:40kJ/cm、パス間:250℃)
4. おわりに
最後に、現場施工における溶接作業の効率化、溶接技量・技能継承の緩和、溶接作業負担を軽減などのニーズは、今後ますます高まっていくと考えられます。今後もお客様のご要望に対応し、溶接材料の開発・改良を進めてまいりますので、ご愛顧のほどお願い致します。<参考文献>
1)建築工事標準仕様書 JASS6鉄骨工事(日本建築学会)
2)鉄骨工事技術指針・工場製作編(日本建築学会)
3)鉄骨工事技術指針・工事現場施工編(日本建築学会)