技術情報溶接Q&A
F082軟鋼及び490MPa級高張力鋼用
鉄骨向けシームレスフラックス入りワイヤ
SX-26について
1. はじめに
現在、鉄骨業界では溶接組立箱形断面柱(ボックス柱)などの製作にはサブマージアーク溶接、エレクトロスラグ溶接などの大入熱、大溶着溶接法が用いられ、梁、柱、コラム材の溶接にはガスシールドアーク溶接が多く使用されています。特に梁、柱のすみ肉溶接部においてはスラグ剥離が良く、ビード外観がきれいなフラックス入りワイヤが使用され、コラム材のコア、仕口の多層盛り溶接などはスラグ量が少なく、溶込みが深く、ロボット溶接に適したソリッドワイヤでの施工が主流となっています。鋼材としては耐力325MPa/引張強度490MPa級鋼が主に使用されていますが、近年の高層化に伴い引張強度520 ~ 550MPa級鋼も多く使用されてきています。当社では鉄骨の490MPa級鋼のガスシールドアーク溶接用シームレスフラックス入りワイヤとして、SXワイヤを開発し、今夏から新ラインアップとして販売いたします。本稿では、SXワイヤシリーズのSX-26の特長と各種性能の一例を紹介します。
2.鉄骨向け溶接材料
ガスシールドアーク溶接法は鋼構造物の溶接に広く使用されており、Ar+CO₂のMAG溶接や100%CO₂の炭酸ガス溶接が一般的です。特にコストが安価な炭酸ガス溶接は非常に多く使用されています。表1に当社の鉄骨向けCO₂溶接用ワイヤを示します。表1 当社の建築鉄骨向けCO₂溶接用ワイヤ
| 銘柄 | 種類 | JIS | 適用鋼種 | 備考 |
| SX-26 | フラックス入りワイヤ | T49J0T15-0CA-UH5 | 軟鋼及び 490MPa 級高張力鋼 | 大入熱用 |
| SF-1 | フラックス入りワイヤ | T49J0T1-1CA-UH5 | 軟鋼及び 490MPa 級高張力鋼 | 全姿勢用 |
| SF-1V | フラックス入りワイヤ | T49J0T1-1CA-UH5 | 軟鋼及び 490MPa 級高張力鋼 | 立向上進溶接用 |
| SM-1F | フラックス入りワイヤ | T49J0T1-0CA-UH5 | 軟鋼及び 490MPa 級高張力鋼 | すみ肉溶接用 |
| SM-1FT | フラックス入りワイヤ | T49J0T1-0CA-UH5 | 軟鋼及び 490MPa 級高張力鋼 | 多パスすみ肉溶接用 |
| YM-26 | ソリッドワイヤ | YGW11 | 軟鋼及び 490MPa 級高張力鋼 | 大入熱用 |
| YM-26(R) | ソリッドワイヤ | YGW11 | 軟鋼及び 490MPa 級高張力鋼 | ロボット用 |
| SX-55 | フラックス入りワイヤ | T550T15-0CA-UH5 | 軟鋼及び 490 ~ 550MPa 級高張力鋼 | 大入熱・高溶着・多パス用 |
| SF-55 | フラックス入りワイヤ | T550T1-1CA-G-UH5 | 軟鋼及び 490 ~ 550MPa 級高張力鋼 | 全姿勢用 |
| SF-55V | フラックス入りワイヤ | T550T1-1CA-G-UH5 | 軟鋼及び 490 ~ 550MPa 級高張力鋼 | 立向上進溶接用 |
| YM-55C | ソリッドワイヤ | YGW18 | 軟鋼及び 490 ~ 550MPa 級高張力鋼 | 大入熱・高パス間温度用 |
| YM-55C(Y) | ソリッドワイヤ | YGW18 | 軟鋼及び 490 ~ 550MPa 級高張力鋼 | 大入熱・高パス間温度用 |
| YM-55C(R) | ソリッドワイヤ | YGW18 | 軟鋼及び 490 ~ 550MPa 級高張力鋼 | ロボット用 |
3. 鉄骨向けシームレスフラックス入りワイヤ SXワイヤの構造
図1にフラックス入りワイヤの構成を、ソリッドワイヤと比較して示します。
図1 各種ワイヤの構成概略図
今回ご紹介するSXワイヤは、フラックスタイプとしては発生するスラグ量が少ないメタル系に属していますが、当社の有するシームレスフラックス入りワイヤ製造技術を駆使して開発した、ソリッドワイヤとフラックス入りワイヤの長所を併せ持つ、全く新しいタイプのシームレスフラックス入りワイヤです。
ソリッドワイヤは合金・脱酸成分が含まれた金属で構成されており、大量生産が容易で比較的安価な溶接材料です。
一方、フラックス入りワイヤはアークが安定し、スパッタの発生量が少ないなど優れた溶接作業性を有し、高品質化、高能率化要求に応えることができる溶接材料です。フラックスタイプによってルチール系とメタル系に分類されます。
SXワイヤの構造としては、ワイヤ中のフラックス(合金・脱酸剤や鉄粒)の占める割合が一般のフラックス入りワイヤより低く設定しており、このような構造はシームレスワイヤにて製造可能です。
4. SX-26の特長

SX-26の概要を表2に示します。
表2 SX-26の概要
| 銘柄 | 製品径 (mmΦ) |
推奨溶接条件 A | 拡散性水素量 (ml/100g) |
用途 | |
| 下向姿勢 | 水平すみ肉姿勢 | ||||
| SX-26 | 1.2 | 200 ~ 320 | 200 ~ 320 | 1.1 | 建築、鉄骨、橋梁向け 大電流CO₂溶接用 |
| 1.4 | 220 ~ 450 | 220 ~ 400 | 1.1 | ||
SX-26は低充填のシームレスタイプのメタル系にすることで、ワイヤが吸湿する水素源を抑え、溶接金属中の拡散性水素量をソリッドワイヤ並みに低減することが可能になりました。これにより、耐割れ性が良好な溶接金属が得られます。
図2、図3にワイヤ送給速度と溶込み深さの関係を示します。
これまでのルチール系フラックス入りワイヤではソリッドワイヤに比べて溶込みが浅くなる傾向がありました。そのため、溶込みが必要な施工箇所ではソリッドワイヤが使用されてきましたが、SX-26はワイヤ外皮断面積を大きくし、ワイヤ送給速度(=溶接電源の電流設定値)をソリッドワイヤと同等に設定した場合に、ソリッドワイヤと同等の溶込み深さを得ることができます。
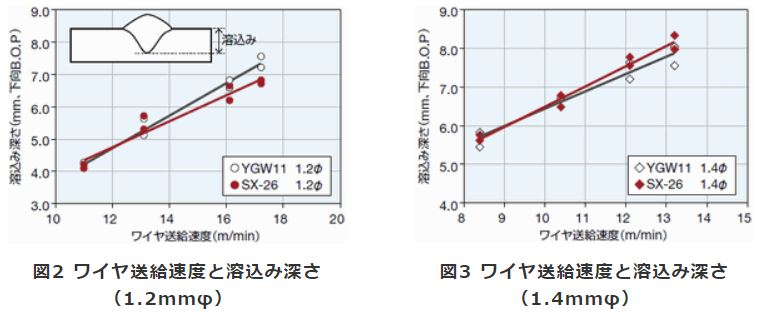
写真1 にビード外観及びビード形状の一例を示します。
従来ソリッドワイヤのCO₂溶接の場合、300A前後では溶滴移行形態がグロビュール移行となり、アーク反力により大粒のスパッタが発生します。大粒のスパッタが鋼板表面に付着すると外観の劣化だけではなく、その後の塗装性、耐食性などにも影響を及ぼします。SX-26は溶滴が小粒化し溶滴移行性が良好なため、大粒のスパッタはソリッドワイヤに比べて大幅に減少します。また、SX-26はスラグ剤が含まれていないため、スラグ量は少なくソリッドワイヤとほぼ同等になります。
| ワイヤ | 溶接電流 | ビード外観 | |
| 従来ソリッドワイヤ (YGW11) |
280A |  |
 |
| SX-26 | 300A |  |
 |
図4、図5に溶接電流と1mm以上の大粒スパッタ発生量を示します。
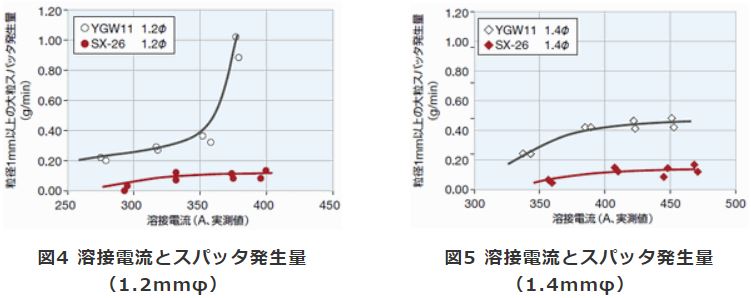
SX-26は従来ソリッドワイヤに比べて1mm以上の大粒スパッタが70~90%減少できます。そのためスパッタ除去工程などの削減が可能です。
5. SX-26の溶着金属性能
JIS Z 3111溶着金属の引張及び衝撃試験方法に基づき調査したSX-26の溶着金属性能を紹介します。表3に溶接条件を、表4に溶着金属性能の一例を示します。表3 溶着金属試験の溶接条件
| 製品径 (mmΦ) |
溶接電流 (A) |
アーク電圧 (V) |
溶接速度 (cm/min) |
入熱 (kJ/cm) |
チップ母材 間距離 (mm) |
予熱温度 (℃) |
パス間温度 (℃) |
開先形状 |
| 1.2 | 280 | 30 | 30 | 16.8 | 25 | RT | 150±15 |  |
| 1.4 | 340 | 34 | 30 | 23.1 | 30 | RT | 150±15 |
表4 溶着金属性能の一例
| 項目 | 引張試験 | シャルピー吸収エネルギー | ||
| 0.2% 耐力 (MPa) |
引張強さ (MPa) |
伸び (%(MPa) |
試験温度 0℃(J) | |
| 製品径1.2 mmΦ | 530 | 620 | 26 | 78 |
| 製品径1.4 mmΦ | 430 | 620 | 29 | 132 |
| 〈参考フラックス入りワイヤ〉規格 49Jクラス | ≧400 | 490 ~ 670 | ≧18 | ≧47 |
| 〈参考ソリッドワイヤ〉規格YGW11 | ≧400 | 490 ~ 670 | ≧18 | ≧47 |
6. 鉄骨向け溶接評価
JASS 6(日本建築学会・鉄骨工事技術指針工場製作編)の管理目標上限(入熱30kJ/cm、パス間250℃以下)による溶接条件にて評価した、SX-26の溶接金属性能を紹介します。表5に溶接条件を、表6に溶接金属性能の一例を示します。表5 溶接条件(製品径:1.4mmΦ)
| パス数 | 溶接電流 (A) |
アーク電圧 (V) |
溶接速度 (cm/min) |
入熱 (kJ/cm) |
チップ母材 間距離 (mm) |
予熱温度 (℃) |
パス間温度 (℃) |
開先形状 |
| 10 | 350 | 36 | 25 | 30.2 | 25 | RT | 250 以下 |  |
※シールドガス:CO₂(流量25L/min)
※スラグ除去は5パス後に実施(ソリッドワイヤレベル)
表6 溶接金属性能の一例(製品径1.4mmΦ)
| 入熱 kJ/cm |
引張試験 | シャルピー吸収エネルギー | 放射線透過試験 (スラグ巻込み) |
||
| 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
試験温度 0℃ (J) |
||
| 30.2 | 428 | 527 | 32 | 64 | なし |
| 〈参考〉SN490B、C*規格値 | 325 ~ 445 | 490 ~ 610 | ≧21 | ≧27 | - |
SX-26は30kJ/cmの溶接条件でも490MPa級鋼板の性能を十分満足する性能が得られます。
7. SXワイヤシリーズの施工上のポイント
※ 溶接電源にワイヤタイプを設定する項目がある場合、SXワイヤシリーズはソリッドワイヤの特性に近いため、電源設定ではソリッドワイヤを選択してください。※ ソリッドワイヤをご使用中の方は、溶接電流が20A程度上昇しますが、電流設定を変更せずにご使用ください。
※ スパッタが減少しない場合は電圧値をソリッドワイヤよりも2~3V程度高めに設定してください。