技術情報溶接Q&A
F083被覆アーク溶接棒について
1. はじめに
被覆アーク溶接は、略称:SMAW(Shielded Metal Arc Welding)やMMA(Manual Metal Arc Welding)と呼ばれ、用いられる被覆アーク溶接棒は通称電弧棒や電気棒と言われ、古くから幅広い分野で使用されています。被覆アーク溶接棒の歴史は、今から約100年前にさかのぼり、スウェーデンのチェルベルヒ(Oscar Kjellberg)が従来の裸溶接棒に、被覆剤(フラックス)を塗布することを考案したことが始まりと言われています。日本では、1914年に長崎造船所がチェルベルヒから特許権を購入し、スウェーデンに技師を送って製造法や使用方法を学び、国内で生産が始まりました。1)
当社の溶接棒につきましては以前、本誌No.37(2012年1月発行)の当コーナーでも紹介しましたが、今回は新製品を含めた5銘柄を紹介します。
2. 製品の紹介
◇ライムチタニヤ系NS-03HiとNS-03Tライムチタニヤ系溶接棒は、その使いやすさから軟鋼用としては日本国内で最も普及している溶接棒です。ヒュームやスパッタが少なく、アークもソフトで安定度は抜群、スラグはく離性が良好で、美麗なビード外観が得られます。数ある被覆タイプの中で、最も使いやすい溶接棒と言えるでしょう。
当社のライムチタニヤ系のNS-03Hi、NS-03Tについて表1に諸元を示します。両銘柄ともライムチタニヤ系の「万能タイプ」ですが、さらに再アーク性、低ヒュームの特長を有していますので紹介します。
表1 NS-03Hi、NS-03Tの諸元
| 銘柄 | 被覆剤の系統 | 適用鋼種 | 電流の種類 |
| NS-03Hi NS-03T |
ライムチタニヤ系 | 軟鋼 | AC DC(±) |
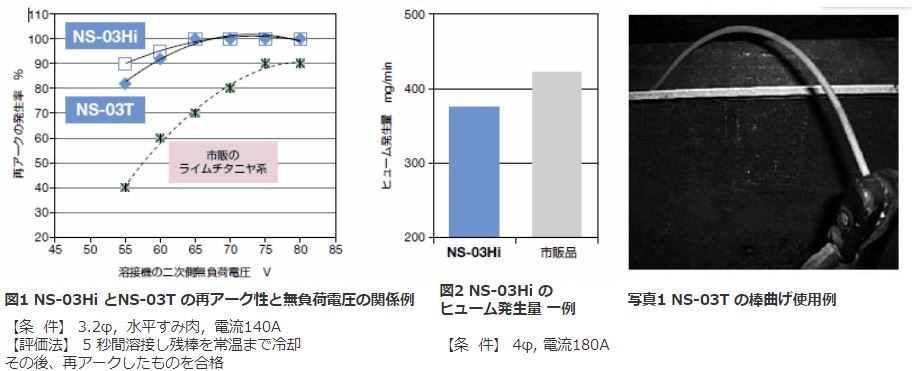
●優れた再アーク性、低ヒュームタイプのNS-03Hi(JIS Z 3211 E4303U、AWS A5.1E6013該当)
NS-03Hiは、さまざまな対象物と使用環境下でも、良好な再アーク性が得られます。小型溶接機などの二次側の無負荷電圧が低い場合でも再アークが良好です(図1)。またソフトなアークなので溶接作業への負担が少なく、溶接ヒュームの発生量を低減し、環境にも配慮しています(図2)。その使いやすい特長から、軟鋼の仮付けや薄・中板への本溶接、美麗なビード外観が得られることから補修溶接にも適します。またNS-03Hiのみのスペシャルパッケージで包装されていますので、倉庫や現場でも識別しやすく、遠くからでも一目でわかると好評です。

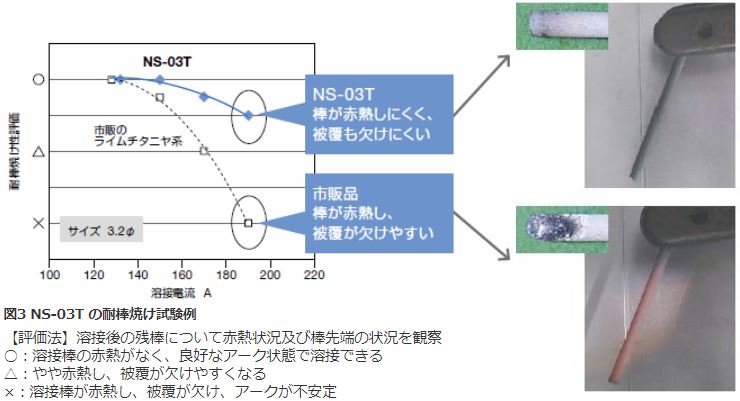
NS-03Tは、市販のライムチタニヤ系では使用できない高電流での溶接が可能です。再アーク性はNS-03Hiと同レベルで大変良好です(図1)。高電流でも溶接棒が赤熱しにくく、耐棒焼け性が良好で、被覆の先端が欠け難い特長を有し(図3)、アークはシャープで強く、深い溶込みが得られます。狭隘な箇所の溶接ができるように、棒曲げ性も優れた特性も有しています(写真1)。以上により、特に鉄筋金網など、10㎜程度以下の短いビードでも溶込みを持たせながら、連続的な再アーク溶接作業を安定して行うことができます。
◇ 抜群の再アーク性の490MPa級高張力鋼タック溶接用TW-50(JIS Z 3211 E4948、AWS A5.1 E7048 該当)
TW-50は、構造物の厚板や高張力鋼のタック溶接用として用いられますが、溶接作業能率を向上できる再アーク性と、拡散性水素レベルを低く抑えることにより優れた耐割れ性を有しています。TW-50の諸元を表2に、再アーク性の評価結果を図4、表3に示します。通常の低水素系溶接棒では、再アーク発生時には溶接棒先端を鋼板に叩いて発生させますが、TW-50は鋼板への接触で再アークが可能であり作業が容易となります。また、電撃防止装置付き溶接機を使用しても、良好な再アーク性が得られます。拡散性水素レベルを非常に低く抑えているため、耐割れ性が良好(表4)で、優れた引張・衝撃特性を有しています(表5)。TW-50は、特に再アーク性が抜群であり、短いビードを連続して溶接するときに、ストレスがなく本溶接前の組み立て、仮付けを効率よく進めることができます。JIS Z 3211E4948は、全姿勢用で立向下進溶接が可能なタイプであるため、下向溶接から電流を調整する必要がありませんので立体的な構造物の仮付けに最適です。
図4 TW-50の電撃防止装置による再アーク発生率一例
表2 TW-50の諸元
| 銘柄 | 被覆剤の系統 | 適用鋼種 | 電流の種類 |
| TW-50 | 低水素系 | 490MPa級高張力 | AC DC(±) |
表3 TW-50の再アーク性評価
| 銘柄 | 棒径 (mm) |
再アーク性評価 | ||
| 電防なし | 電防付き | |||
| 高抵抗始動型 | 低抵抗始動型 | |||
| TW-50 | 3.2 | 容易に発生 | 発生しやすい | 発生可能 |
| 4.0 | ||||
| 一般の低水素系 溶接棒 |
3.2 | 再アーク発生困難 | ||
| 4.0 | ||||
表4 TW-50の拡散性水素量測定結果の一例(JIS Z 3118)
| 棒径 (mm) |
拡散性水素量(ml/100g) | |||
| 1 | 2 | 3 | 平均 | |
| 3.2 | 3.4 | 3. | 3.2 | 3.4 |
| 4.0 | 3.9 | 3.3 | 3.4 | 3.5 |
表5 TW-50の溶着金属性能の一例
| 棒径 (mm)Φ |
電流の 種類 |
化学成分 % | 引張性能 | 衝撃性能 | |||||||
| C | Si | Mn | P | S | 耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
試験温度 (℃) |
vE (J) |
||
| 4 | AC | 0.08 | 0.45 | 1.02 | 0.010 | 0.007 | 460 | 530 | 30 | -30 | 110 |
◇新開発 球形タンク、海洋構造物向け高張力鋼用N-12M(AWS A5.5 E8016-C1該当)
球形タンクや海洋構造物に用いられる610MPa級高張力鋼用で、溶接後熱処理後でも、強度と低温じん性に優れる特長を持った直流専用のN-12Mを開発しましたので紹介します。
これまでの溶接棒では、直流溶接での溶接金属に溶接後熱処理を施すと強度と低温じん性のばらつきがありましたが、各種成分の最適化で高強度と良好な低温じん性を達成することができました。図5に示すように強度、じん性は、590MPa級鋼溶接棒に比較して大幅に向上しています。溶接棒の諸元を表6、溶接継手性能例を表7、溶着金属性能例を表8に示します。溶接後熱処理後も優れた引張・衝撃特性を有しています。
図5 N-12Mの機械性能一例
表6 N-12Mの諸元
| 銘柄 | 被覆剤の系統 | 適用鋼種 | 電流の種類 |
| N-12M | 低水素系 | 610MPa級高張力鋼 | DC(±) |
表7 N-12Mの溶接継手性能例
| 棒径 (mm)Φ |
溶接姿勢 | 電流の種類 | PWHT | 溶接電流 (A) |
溶接入熱 (kJ/cm) |
衝撃試験 vE-50℃ (J) |
| 4 | 立向上進 | DC(+) | 580℃×4.5h | 140 | 23~27 | 117 |
表8 N-12Mの溶着金属性能の一例
| 棒径 (mm)Φ |
電流の 種類 |
PWHT | 化学成分(%) | 引張性能 | 衝撃性能 | |||||||||
| C | Si | Mn | P | S | Ni | Mo | 耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
試験温度 (℃) |
vE (J) |
|||
| 4 | DC(+) | 580℃×4.5h | 0.07 | 0.36 | 1.15 | 0.011 | 0.002 | 2.59 | 0.12 | 579 | 659 | 25 | -60 | 109 |
| 580℃×6.0h | 568 | 650 | 25 | -60 | 150 | |||||||||
◇海洋構造物向け高張力鋼用L-80SN(JIS Z 3211 E7816-N9M3U、AWS A5.5 E11016-G該当)
L-80SNは主に海洋構造物向けの780MPa級高張力鋼用の超低水素溶接棒です。近年、海洋構造物は大型化と寒冷地開発が進んでいるため、適用される溶接材料は、より高強度でかつ低温側の高じん性化が要求されています。L-80SNの諸元を表9、溶接継手の性能例を表10、溶着金属性能例を表11に示すとおり、優れた引張・衝撃特性を有しています。また優れた耐割れ性を確保するために、当社独自の極低水素化の製造方法を実施しているため被覆が吸湿しにくく(図6)、拡散性水素量は極めて低い(図7)レベルで厳しい海洋構造物の施工環境に十分耐えられ良好な耐割れ性能が得られます。
表9 L-80SNの諸元
| 銘柄 | 被覆剤の系統 | 適用鋼種 | 電流の種類 | 拡散性水素量の一例 ml/100g |
| L-80SN | 超低水素系 | 780MPa級高張力鋼 | AC DC(±) |
2.4 |
表10 L-80SNの溶接継手性能例
| 棒径 (mm)Φ |
溶接姿勢 | 電流の種類 | 溶接電流 (A) |
溶接入熱 (kJ/cm) |
継手引張試験 | 衝撃試験 |
| 引張強さ (MPa) |
vE-60℃ (J) |
|||||
| 4 | 立向上進 | DC(+) | 120~130 | 23~27 | 866 | 67 |
| AC | 130~140 | 22~27 | 855 | 86 |
*母材はWEL-TEN780板厚32mm
表11 L-80SNの溶着金属性能の一例
| 棒径 (mmΦ) |
電流の 種類 |
化学成分(%) | 引張性能 | 衝撃性能 | |||||||||
| C | Si | Mn | P | S | Ni | Mo | 耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
試験温度 (℃) |
vE (J) |
||
| 4 | AC | 0.04 | 0.38 | 1.37 | 0.011 | 0.003 | 4.70 | 0.44 | 827 | 896 | 21 | -80 | 105 |
3. 溶接棒の乾燥温度管理について
被覆アーク溶接棒は、基本的に使用前に乾燥する必要があります。詳しい乾燥温度管理表を表12に示します。乾燥温度と乾燥時間を守って使用してください。また乾燥後の溶接棒は、保持温度、最高保持時間内で保管しておくと、そのまま継続して使用が可能です。乾燥後、放置した溶接棒を再度使用する際は、許容乾燥回数での再乾燥後の使用をお願いします。
表12 溶接材料の乾燥温度管理表
| 適用鋼種 | 被覆系統 | 銘柄一例 | 乾燥温度 (℃) |
乾燥時間 (min) |
保持温度 (℃) |
最高保持時間 (h) |
許容乾燥回数 (回) |
| 軟鋼 | <>イルミナイト系 | G-200、A-200 | <>70 ~ 120 | <>30 ~ 60 | <>40 ~ 60 | ─ | 5 |
| <>ライムチタニヤ系 | NS-03Hi NS-03T |
<>70 ~ 120 | <>30 ~ 60 | <>40 ~ 60 | ─ | 5 | |
| <>高酸化チタン系 | S-13Z、FT-51 | <>70 ~ 120 | <>30 ~ 60 | <>40 ~ 60 | ─ | 5 | |
| 特殊系 | EX-4 | <>70 ~ 120 | <>30 ~ 60 | <>40 ~ 60 | ─ | 5 | |
| 低水素系 | S-16 S-16V |
<>300 ~ 350 | <>30 ~ 60 | <>100 ~ 150 | 72 | 3 | |
| 490MPa級 高張力鋼 |
低水素系 | L-55、TW-50 | <>300 ~ 350 | <>30 ~ 60 | <>100 ~ 150 | 72 | 3 |
| 鉄粉低水素系 | LM-55G | <>350 ~ 400 | <>30 ~ 60 | <>100 ~ 150 | 72 | 3 | |
| 特殊系 | EX-50F | <>150 ~ 200 | <>30 ~ 60 | <>70 ~ 120 | ─ | 5 | |
| 570MPa級 高張力鋼 |
低水素系 | L-60、L-62CF | <>350 ~ 400 | <>60 ~ 90 | <>100 ~ 150 | 72 | 3 |
| 690MPa級 高張力鋼級 |
低水素系 | L-70、L-74S | <>350 ~ 400 | <>60 ~ 90 | <>100 ~ 150 | 72 | 3 |
| 780MPa級 高張力鋼 |
低水素系 | L-80、L-80SN | <>350 ~ 400 | <>60 ~ 90 | <>100 ~ 150 | 24 | 2 |
| 低温鋼 | 低水素系 | L-55SN、L-12M | <>350 ~ 400 | <>30 ~ 60 | <>100 ~ 150 | 72 | 3 |
| 耐熱鋼 | 低水素系 | CM-1A、N-2S | <>350 ~ 400 | <>30 ~ 60 | <>100 ~ 150 | 72 | 3 |
| ステンレス鋼 | <>ライムチタニヤ系 | S-308・R S-309・R |
<>150 ~ 250 | <>30 ~ 60 | <>100 ~ 150 | 72 | 3 |
| Ni合金 | ライム系 | <>YAWATA WELD B(M) | <>350 ~ 400 | <>60 ~ 90 | <>100 ~ 150 | 72 | 3 |
4. おわりに
当社の溶接棒は他にも、ステンレス鋼用や硬化肉盛用など幅広いラインナップを取り揃えています。現在、さらなる新製品開発にも取り組んでいますので、また別の機会に紹介したいと思います。今後とも変わらぬご愛顧のほど、よろしくお願いいたします。<参考文献>
1)(一社)日本溶接協会HP接合・溶接技術Q&A 1000参照Q11-04-03