技術情報溶接Q&A
F087軟鋼及び490~550MPa級高張力鋼用鉄骨向けシームレスフラックス入りワイヤ SX-55
自動化への検討について
1. はじめに
近年、首都圏の再開発、オリンピック関連施設の建造、ホテル需要の増加、交通インフラ整備増加など、大型建造物の需要が緩やかに増加傾向にあります。それらの大型建造物にはS造といわれる鉄骨を主体とした構造が多く用いられています。そのような状況のなか、建築鉄骨製作のボトルネック工程は約35%が溶接工程にあり、人手不足となっている工程についても約44%が溶接工程であるとされています(当社調べ)。熟練した溶接技能者の減少なども相まって深刻な課題になっています。建築鉄骨の製作において、ボックス柱などの製作にはサブマージアーク溶接、エレクトロスラグ溶接などの大入熱、大溶着溶接法が用いられ、梁、柱、コラム材の溶接にはガスシールドアーク溶接が多く使用されています。柱、梁の仕口部や柱継などは構造物の応力が集中しやすいことから、レ形開先の完全溶込みにより溶接され、溶接金属部の強度と靭性値も重要になります。このような理由から、スラグ量が少なく、多層溶接性に優れ、深い溶込みと高品質な溶接金属特性が得られるYGW11系、さらに高強度化、高能率施工が可能なYGW18系などのソリッドワイヤを用いた施工が主流になっています。
しかし、ソリッドワイヤを用いた炭酸ガスシールドアーク溶接では、溶接電流が高くなると大粒のスパッタが発生しやすくなります。写真1のようにスパッタが部材表面や開先内に付着すると、外観の劣化や溶接不良を引き起こし、超音波探傷試験や塗装の障害になります。付着スパッタ除去のケレン作業は全作業時間の約22%を占め、生産性を大きく低下させる要因でもあります(当社調べ)。また、ソリッドワイヤの溶接は適正アーク電圧の範囲が狭く、ワイヤ突き出し長さの変動による影響が大きくなります。以上のことから溶接欠陥を防止するには熟練した溶接技能者の技量が必要になります。
一方、従来のフラックス入りワイヤは、スパッタが少なく溶接性に優れていますが、鉄骨向けに使用した場合、溶込みが浅く、融合不良が発生する可能性があります。また、ソリッドワイヤに比べてスラグ量が多いため、多層溶接時にスラグ巻込みが発生しやすい、拡散性水素量が多く、遅れ割れなどの懸念があるといったことから、支持金具や補剛材、ブラケット、ガセットプレートの取り付けなど、強度や溶込みを必要としないすみ肉溶接などの一部に使用が限られてきました。
当社では、これらの鉄骨製作課題を解決するため、ワイヤ中のフラックス量を従来のフラックス入りワイヤよりも少なくし(以下、低充填という)、金属粉を増加することで、ソリッドワイヤと同様の溶込み深さを確立した炭酸ガスシールドアーク溶接用低充填メタル系コアードワイヤ「SXワイヤ」を発売し、大変好評を得ています。表1に鉄骨向け「SXワイヤ」のラインアップを示します。
表1 鉄骨向け「SXワイヤ」ラインアップ
| 銘柄 | JIS | 用途 |
| SX-26 | JIS Z 3313 T49J0T15-0CA-UH5 | 軟鋼及び490MPa級高張力鋼用・CO₂用 |
| SX-55 | JIS Z 3313 T550T15-0CA-UH5 | 軟鋼及び490~550MPa級高張力鋼用・CO₂用 大入熱・高パス間温度用 |

写真1 YGW18のスパッタ状況の一例
近年では、溶接工程の高能率化のため、490MPa級鋼板においては大入熱、高パス間温度でのロボットによる施工が望まれており、建築物の高層化に伴って、520~550MPa級鋼板も多く使用されてきています。そこで今号では、軟鋼及び490~550MPa級高張力鋼用鉄骨向けシームレスフラックス入りワイヤ「SX-55」の特長と各種性能の一例、自動化の検討について紹介します。2. 低充填メタル系フラックス入りワイヤの特長
写真2に低充填メタル系フラックス入りワイヤと各種ワイヤの構成を示します。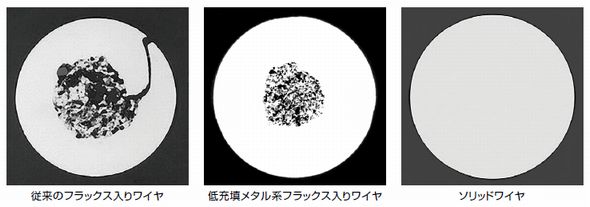
写真2 各種ワイヤの断面形状
ソリッドワイヤは合金・脱酸成分が含まれた鋼を用いており、安定して高品質な溶接金属を得ることができます。 た、ワイヤ表面に銅めっきが施され、防錆性、通電性、送給性などが良好なワイヤです。従来のフラックス入りワイヤは内部のフラックスにスラグ成分を含んでおり、全姿勢溶接が可能なワイヤです。低充填メタル系フラックス入りワイヤは鉄粉、合金・脱酸剤のみで構成しており、スラグ成分を含まないため、内部のフラックス量を少なく抑えることができ、ソリッドワイヤと同様の溶込み深さを得ることができます。また、当社のシームレスフラックス入りワイヤは銅めっきが可能で、防錆性、通電性、耐割れ性に優れています。
3. SX-55の特長
SX-55は低充填メタル系シームレスフラックス入りワイヤ技術によって、ソリッドワイヤと同様の深い溶込みと良好な多層溶接性、低水素の溶接金属による優れた耐割れ性を実現しました。さらにフラックス入りワイヤの特長であるスパッタの減少及びソフトなアーク感による溶接作業者の疲労感の軽減、アーク安定性が得られます。表2にSX-55の概要を示します。
表2 SX-55の概要
| 銘柄 | ワイヤ径 (mm) |
推奨溶接電流範囲 A | |
| 下向姿勢 | 水平すみ肉姿勢 | ||
| SX-55 | 1.2 | 200 ~ 360 | 200 ~ 320 |
| 1.4 | 220 ~ 450 | 220 ~ 400 | |
表3 溶着金属試験の溶接条件
| ワイヤ径 (mm) |
溶接 電流 (A) |
アーク 電圧 (V) |
溶接 速度 (cm/min) |
入熱 (kJ/cm) |
チップ母材 間距離 (mm) |
予熱 温度 (℃) |
パス間 温度 (℃) |
開先形状 |
| 1.2 | 280 | 30 | 30 | 17 | 25 | RT | 150±15 |  |
| 1.4 | 340 | 34 | 30 | 23 | 25 | RT | 150±15 |
※シールドガス:100%CO₂(流量 25L/min)
表4 溶着金属性能の一例
| ワイヤ径 mm |
引張試験 | 衝撃試験 | 拡散性水素量 (ml/100g) |
||
| 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
吸収エネルギー (0℃)(J) |
||
| 1.2 | 570 | 639 | 25 | 121 | 0.7 |
| 1.4 | 489 | 620 | 28 | 122 | 1.0 |
| JIS Z 3313 T550T15-0CA-UH5 | ≧460 | 550 ~ 740 | ≧17 | ≧47 | ≦5 |
| 〈参考SW〉 JIS Z 3312 YGW18 | ≧460 | 550 ~ 740 | ≧17 | ≧70 | ─ |
4. 大入熱・高パス間温度における溶接性能について
建築鉄骨分野のコラム材を想定し、JASS6((一社)日本建築学会・鉄骨工事技術指針工場製作編)の管理目標上限(入熱30、40kJ/cm、パス間温度250、350℃以下)による溶接条件で評価した、SX-55の溶接金属性能を紹介します。表5に溶接条件、表6に溶接金属性能の一例を示します。表5 溶接条件(ワイヤ径1.4mm)
| 対象 鋼種 |
溶接 電流 (A) |
アーク 電圧 (V) |
溶接 速度 (cm/min) |
入熱 (kJ/cm) |
チップ母材 間距離 (mm) |
予熱 温度 (℃) |
パス間 温度 (℃) |
開先形状 |
| 490MPa級 鋼板 |
420 | 40 | 25 | 40 | 30 | RT | 350以下 |  |
| 520MPa級 鋼板 |
350 | 36 | 25 | 30 | 25 | RT | 250以下 |
※シールドガス:100%CO₂(流量 25L/min)
※スラグ除去は5パス後に実施(ソリッドワイヤ同様レベル)
| 入熱-パス間温度 | 溶接金属引張試験 | 継手引張試験 | 衝撃試験 | 超音波探傷試験 (建築基準判定) |
||
| 0.2%耐力 (MPa) |
引張強さ (MPa) |
引張強さ (MPa) |
破断位置 | 吸収エネルギー (0℃)(J) |
||
| 40kJ/cm-350℃ | 407 | 530 | 544 | 母材 | 106 | 合格 |
| SN490 規格値 | 325 ~ 445 | 490 ~ 610 | ─ | ─ | ≧27 | ─ |
| 30kJ/cm-250℃ | 444 | 535 | ─ | ─ | 90 | 合格 |
| SM520 規格値 | 355 ~ 475 | 520 ~ 640 | ─ | ─ | ≧27 | ─ |
5. ロボット溶接への適用性
SX-55のロボット溶接への適用性を紹介します。鋼材はBCP325(板厚19mm、一辺400mm角)のコラム材とSN490B(板厚36mm)のダイアフラム材を使用しました。開先形状はレ形35度、ルート6mmとしました。試験体の形状を図1に示します。溶接条件は高能率条件(溶接速度アップ)及びソリッドワイヤYGW18と同一溶接条件の2水準で実施しました。溶接条件を表7に、ビード外観を写真3、溶接部の断面マクロを写真4に示します。また、溶接金属の機械的性質及び超音波探傷試験の結果を表8に示します。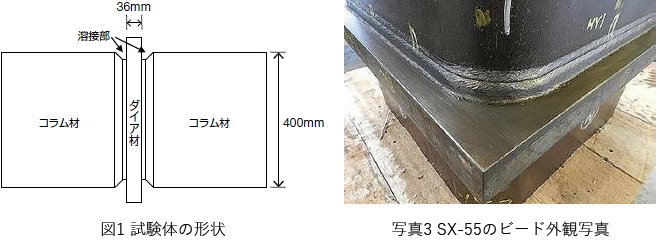
| 溶接条件 | 項目 | パス | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||
| 高能率 条件 |
電流A | 345 | 344 | 343 | 341 | 354 | 358 | 315 |
| 電圧V | 37 | 37 | 37 | 37 | 38 | 38 | 35 | |
| 速度cm/min | 40 | 37 | 35 | 32 | 42 | 42 | 42 | |
| 入熱kJ/cm | 19.2 | 20.7 | 21.8 | 23.7 | 19.1 | 19.3 | 15.9 | |
| YGW18 同一条件 |
電流A | 322 | 333 | 334 | 335 | 301 | 301 | 297 |
| 電圧V | 37 | 37 | 37 | 37 | 35 | 35 | 35 | |
| 速度cm/min | 33 | 32 | 30 | 28 | 36 | 36 | 34 | |
| 入熱kJ/cm | 21.6 | 23.2 | 24.8 | 26.7 | 17.8 | 17.8 | 18.1 | |
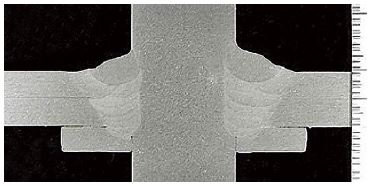
写真4 SX-55の断面マクロ写真
表8 溶接金属性能評価結果の一例
| 溶接条件 | 0.2% 耐力 (MPa) |
引張強さ (MPa) |
吸収エネルギー (0℃)(J) |
超音波探傷 試験結果 |
|
| 高能率 条件 |
443 | 554 | 110 | 無欠陥 | |
| YGW18 同一条件 |
502 | 579 | 99 | 無欠陥 |
SX-55はロボットを用いたコラム溶接においても、スパッタが少なく、鋼板へのスパッタ付着もない良好なビード外観が得られています(母材表面の黒皮が残存していることから分かりますが、スパッタ付着防止剤やグラインダーは使用していません)。断面マクロから良好な溶込み形状が確認でき、超音波探傷試験でもJIS基準、建築基準の評価で合格となりました。溶接金属の性能もYGW18相当の規格値を満足しており、施工試験を実施し、承認が得られればSX-55はロボット溶接にも適用可能となります。
6. おわりに
今号では、軟鋼及び490~550MPa級高張力鋼用鉄骨向けシームレスフラックス入りワイヤ「SX-55」を紹介しました。当社ではYGW11と同グレードの「SX-26」もラインアップしており、さらに高強度化の需要に対応するべく、590MPa級高張力鋼用ワイヤSX-60」を近日発売予定です。社会のニーズに合わせた高品質な溶接材料の開発、改良に努めて参りますので、今後とも変わらぬ愛顧のほどよろしくお願い申し上げます。<参考文献>
1)株式会社鋼構造出版:鉄構技術 Mar.2017
2)一般社団法人溶接学会:溶接・接合技術総論
3)一般社団法人溶接学会:溶接学会論文集第1巻(1983)
炭酸ガスアーク溶接におけるスパッタの発生 荒井、六条、山田、菅
4)産報出版株式会社:溶接アーク現象≪増補版≫(1967) 長谷川、安藤