技術情報溶接Q&A
F095SXワイヤの建築鉄骨への適用について
1. はじめに
炭酸ガスアーク溶接は、1950年代に国内で採用されて以来、主要産業の主たる溶接法となっています。ソリッドワイヤの溶接は、溶込みが深く、安定した高品位な溶接金属が得られ、スラグが少なく多層溶接性に優れることから、建築鉄骨では最も多く使用されています。しかし、ソリッドワイヤの溶接はフラックス入りワイヤよりも溶接作業性が劣るため、熟練技能者の技量およびノウハウが必須となっています。一方、フラックス入りワイヤの溶接は、スパッタが少なく、アーク安定性が良いなどの溶接作業性に優れたワイヤですが、溶込みが浅い、スラグ発生量が多い、水素量が高いといった課題があったため、鉄骨分野では、溶接部の要求品質を満足することが難しく、溶接作業性が劣るソリッドワイヤから切り替えることができず、溶接作業者に負担を強いてきました。
「SXワイヤ」は、当社固有のシームレスワイヤ製造工程を高度に駆使することで、ソリッドワイヤの品質性能、ならびにフラックス入りワイヤの溶接作業性を併せ持つことに成功した、新しいタイプのフラックス入りワイヤです。しかしながら、建築鉄骨分野では長くソリッドワイヤが利用されてきたため、各種建築の規定、規格においてフラックス入りワイヤに関してはあまり明記されていないのが現状であり、その適用について紹介します。
2. 「SXワイヤ」の特長
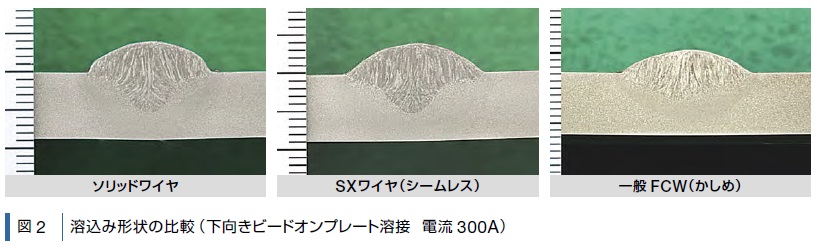
「SXワイヤ」は、JIS Z 3313に該当するメタル系フラックス入りワイヤで、当社独自の「シームレス技術」をもとに、一般的なフラックス入りワイヤよりもフラックス比率を低減して、ソリッドワイヤに近い構造(図1)とすることで、深い溶込み(図2)と溶接継手性能を確保し、フラックス入りワイヤの優れた溶接性とソリッドワイヤの品質性能を両立させ、CO2溶接で大幅なスパッタ低減を実現した画期的なワイヤです。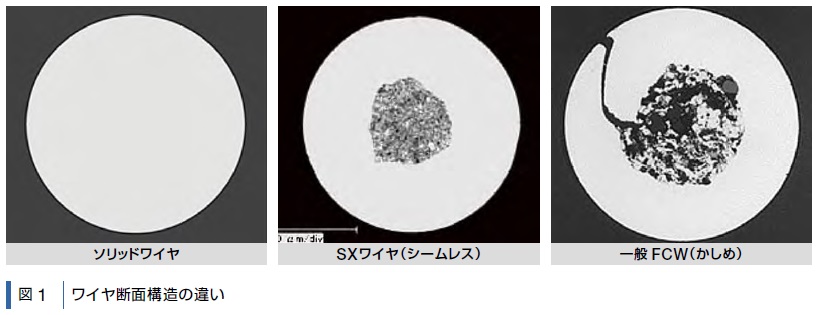
「SXワイヤ」は、各鋼材の強度クラス、使用するシールドガスに合せて各種銘柄をラインナップしています(表1)。
| 銘柄 | 適用鋼板 | 溶着金属性能の一例 | シールドガス | |
| 引張強さ MPa |
吸収エネルギー J(試験温度) |
|||
| SX-26 | 軟鋼および490N/㎜2級鋼 | 573 | 124(0℃) | 100%CO2 |
| SX-55 | 490~550N/㎜2級鋼 | 639 | 121(0℃) | |
| SX-60 | 550~590N/㎜2級鋼 | 674 | 113(-5℃) | |
| SX-50A | 軟鋼および490N/㎜2級鋼 | 618 | 104(-30℃) | 80%Ar+20%CO2 |
| SX-60A | 520~590N/㎜2級鋼 | 642 | 105(-20℃) | |
| SX-70A | 590~680N/㎜2級鋼 | 737 | 95(-20℃) | |
| SX-80A | 690~780N/㎜2級鋼 | 820 | 90(-40℃) | |
3. 「SXワイヤ」のメリット
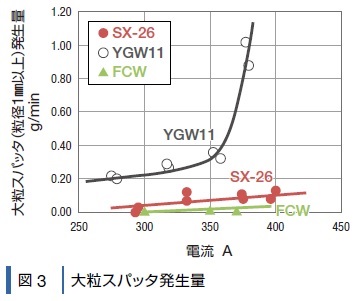
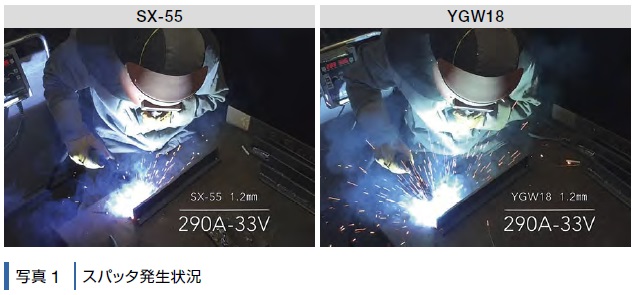
①省力化に最適「SXワイヤ」は母材に付着するスパッタが大幅に減少するため(図3、写真1)、スパッタ除去作業が大きく簡略化できます。スパッタ付着防止剤も不要となるため、コストの低減、環境負荷の低減も期待できます。
また、適正電圧範囲が広いため、半自動溶接でワイヤ突出し長が変化しても安定した溶接ができ、経験に左右されずに健全な溶接が可能です。特に、高電流でもアークが安定し高能率な溶接が可能です。
②品質の向上
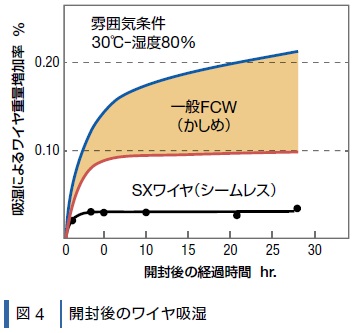
「SXワイヤ」は当社独自のシームレス構造により、外皮の合わせ目を製造工程で溶接し、内部フラックスが大気中から吸湿することがないため、一般的なFCW(かしめタイプ)では問題になる開封後に長期間ワイヤを放置した場合でも、ピットやブローホールといった気孔欠陥の発生を防止できます(図4)。そのため、ロボットに大容量のペールパックを搭載することも可能です。同様に、吸湿により拡散性水素量が増加することもないため、耐低温割れ性に優れています。そのため、一般的なFCW(かしめタイプ)では溶接棒と同等の予熱が必要になりますが、「SXワイヤ」であればソリッドワイヤと同等の予熱管理が可能です。
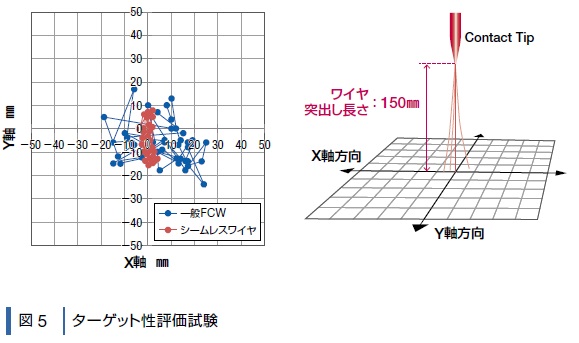
また、一般的なFCWは、ワイヤの断面形状が非対称で剛性が低いため、溶接時にワイヤが回転し狙い位置ズレが生じたり、タッチセンシング時にワイヤが変形し、開先位置に誤差が生じたりといった課題がありました。
シームレス構造の「SXワイヤ」は、軸対称のワイヤ断面構造を有しているため直進性が高く、狙いズレが生じにくいため、欠陥を低減できます(図5)。
4.「SXワイヤ」を適用するにあたって
以上のように「SXワイヤ」はソリッドワイヤと同等の性能を持つ優れたワイヤですが、建築鉄骨の製作には、日本産業規格(JIS)、AW技量検定、ロボット型式認証制度やJASS6など、さまざまな規格、規定、制度が関わってきます。鉄骨製作においては従来からソリッドワイヤが主として使用されてきたため、フラックス入りワイヤに関する認知度は低い現状があります。それぞれの規格に関して、その内容と「SXワイヤ」適用に関する流れをご紹介します。①建築基準法第37条について
フラックス入りワイヤのJIS Z 3313は、建築指定材料として認定されているため(告示 平12建告第1446号)、建築構造物にフラックス入りワイヤである「SXワイヤ」を使用することは可能です。
②日本産業規格の技能者資格について
(JIS Z 3841 = WES 8241 半自動溶接技能者の資格認証基準)
鋼構造物の製作における溶接作業に従事する技能者の溶接作業の技量に関する資格であり、試験は溶接姿勢、溶接法により選択する。そのため、溶接材料に関しては特に限定されておらず、「SXワイヤ」を用いても問題ありません。
③AW技量検定資格について
本来であれば溶接技能者の技量資格であり、溶接材料に関して規定はありませんので問題なく使用することができます。しかし高度な技量試験であるため、工事監理者や設計者の判断により適用溶接材料で受験するように要求される場合があります。その場合は、「SXワイヤ」を使用しての認証が必要となることがあります。
④AW溶接施工要領評価について
平成28年度より設立された制度。物件ごとに実施してきた鋼材確性試験や溶接施工試験をAW検定協会が評価結果を共有することにより、設計事務所、建設会社の業務効率化とファブリケーターの負担軽減を図る制度です。ソリッドワイヤと「SXワイヤ」は同列で取り扱うことができます。
⑤JASS6規格
フラックス入りワイヤのJIS Z 3313も記載があるため、「SXワイヤ」を使用することは可能です。
⑥施工試験
物件ごとの総合的な評価試験であり、ソリッドワイヤと「SXワイヤ」は同列で取り扱うことができます。
以上の各種規格から「SXワイヤ」の適用の流れを図6に示します。
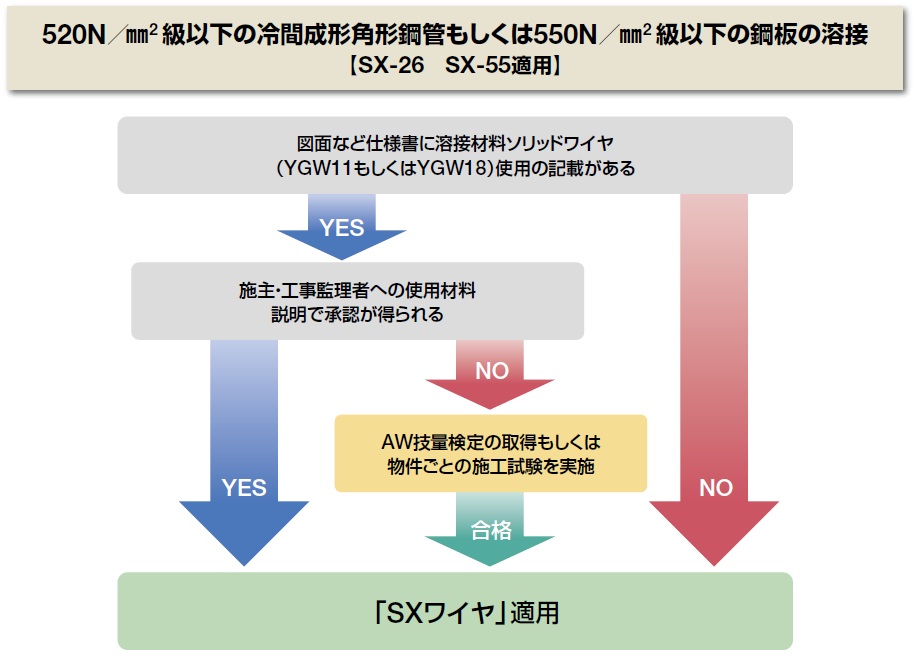
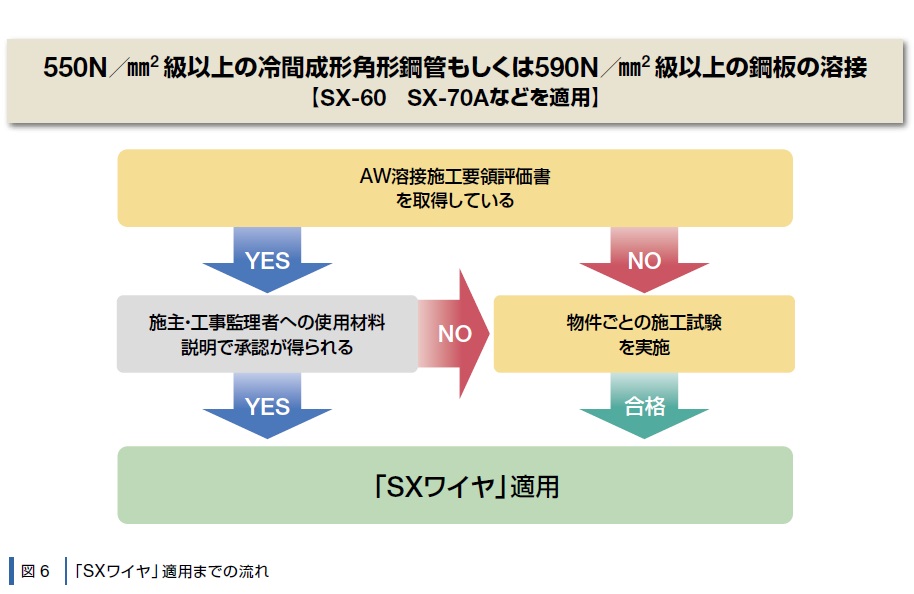
図のように「SXワイヤ」を適用するには施主や工事監理者などの承認が必要となる場合があります。その場合には、
●AWの溶接施工要領評価書を「SXワイヤ」で取得する。
●AWの技量検定試験を「SXワイヤ」で取得する。
●物件ごとの施工試験を「SXワイヤ」で合格する。
などの対応が必要となります。
5.「SXワイヤ」の適用事例
①AW溶接施工要領評価書の取得(博陽工業㈱殿)BCHT385とSX-60、BCHT440とSX-60でそれぞれAW溶接施工要領評価書を取得。それにより表記鋼材とSX-60の組み合せによる溶接施工が可能になりました。2021年9月に竣工予定の(仮称)天神ビジネスセンターの柱と通しダイアフラムの溶接にSX-60が適用されています。
②物件ごとの施工試験で合格(㈱川哲工業殿)
立会いによる物件対応の施工試験において合格し、大規模屋外工作物の柱溶接の一部にSX-26が適用されました。