新着情報2003年
エレクトロガスアーク溶接法に対応した新建築用鋼材及び新溶接材料を販売開始
(注:以下の記事内の会社名・役職・氏名は2003年10月31日時点のものです)住友金属工業株式会社(本社:大阪府大阪市中央区、社長:下妻博、以下「住友金属工業」)と日鐵住金溶接工業株式会社(本 社:東京都中央区日本橋小網町、社長:中島啓之、以下「日鐵住金溶接工業」)は、建築用の新しい溶接方法(エレクトロガスアーク溶接法)に対応した新鋼材 と新溶接材料を開発し、この度財団法人日本建築センター(港区虎ノ門)の一般評定を取得し販売を開始した。
新鋼材と新溶接材料は、エレクトロガスアーク溶接法(*1)を建築構造物に世界で初めて適用するに当り開発したもので、それぞれを組合せて使用することで、エレクトロガスアーク溶接の特徴である1パス大入熱溶接施工(*2)において、最新の鉄骨柱梁溶接接合部の脆性破断防止の指標として提案されている0℃におけるシャルピー吸収エネルギー(*3)70Jを確保することが出来る。なお、両社は第1号物件として片山ストラテック株式会社殿(大阪市大正区)から厚板と構造用鋼管約400トンと溶接ワイヤ約6トンを受注した。
<注釈>
(*1) エレクトロガスアーク溶接法
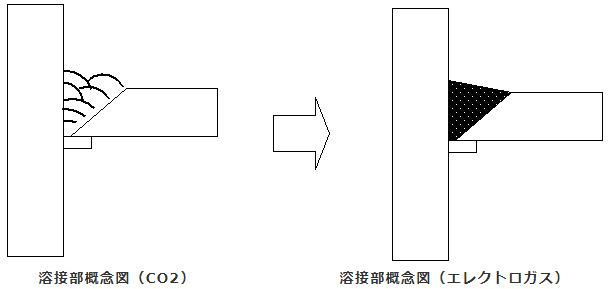
開先加工した鋼板を裏当てを介して突合せ、溶接部の表面を銅板で水冷しながら数十mm厚の鋼板を1パスで垂直方向に自走溶接する溶接方法。溶接材料には、直径1.6mmまたは2.0mmのフラックス入りワイヤが使用される。溶接入熱は20万J/cmから40万J/cm程度が一般的であり、炭酸ガスシールドアーク溶接法の約10倍。船の船側外販、原油タンクの側板の溶接に適用されている例が多い。
(*2)1パス大入熱溶接施工
1パスとは1回の溶接。
入熱(Q)とは溶接ビード単位長さ当たりに投入される熱量で、溶接電流(I)、アーク電圧(E)、溶接速度(V)をパラメータとした以下の式で表される。
Q=I×E/V
入熱が大きくなると1パスで溶接できる量が大きくなり、パス数の削減が可能となる。(*3) シャルピー吸収エネルギー
鋼材が破断する前までにエネルギーを吸収する能力を表す指標である。JIS規格に基づく衝撃試験を行い、その時の吸収エネルギー量で評価を行なう。
1. 背景
エレクトロガスアーク溶接では、溶接入熱が20万J/cmから40万J/cmと大きいため溶接部の結晶粒が粗大化し易く、溶接部の強度・靭性を確保するためには結晶粒を微細化する技術が要求される。さらに、建築構造物に適用するためには、大きな地震エネルギーの吸収性能が必要であり、溶接部、鋼材のそれぞれを低降伏比化(*4)する必要がある。住友金属工業は、特に鋼材の溶接熱影響部で問題となるこれらの課題を高度な微量元素添加技術と圧延技術を駆使して解決し新鋼材を開発、日鐵住金溶接工業開発の溶接材料と鋼材を組み合わせて使用することで、溶接金属、融合部、溶接熱影響部のそれぞれの部位で、0℃ シャルピー吸収エネルギー70J以上の靭性と80%以下の低降伏化を実現させた。
<注釈>
(*4) 低降伏点比
降伏応力と引張り強さの比。JISのSN鋼材では80%以下が要求される。
2. 新鋼材・新溶接材料
新鋼材及び新溶接材料の呼称は「ELGシリ-ズ」である。鋼材は板厚6mmから100mmまでの引張強さが400N/mm2、490N/mm2及び520N/mm2クラスの厚板、形鋼及び鋼管で、JISの建築用圧延鋼材、建築構造用炭素鋼管及び国土交通大臣認定のTMCP鋼(T-DAC、T-CRS、SA-T)の各規格を販売する。溶接材料は上記鋼材の強度クラスに対応するフラックス(溶接材料)入りワイヤである。国土交通大臣認定のエレクトロガスアーク溶接用ワイヤ(商品名;V-2MGK(*5))規格の上級品種として「ELGワイヤ」を販売する。
<注釈>
(*5)V-2MGK
日鐵住金溶接工業㈱製のエレクトロガスアーク溶接材料で、国土交通大臣認定品。溶接金属の靭性保証値は、0℃シャルピー吸収エネルギーが27J以上。
3. 今後の予定
エレクトロガスアーク溶接法は、従来の炭酸ガスシールドアーク溶接法で多パス溶接を行っていた部位を1パスで溶接するため、溶接施工能率を大幅に向上させることが可能である。住友金属工業と日鐵住金溶接工業は、炭酸ガスシールドアーク溶接法についても、需要家の溶接施工能率の向上に寄与する高入熱・高パス間温度溶接用の鋼材と溶接材料-EZW(イージーウエルド)シリーズ(*6)を商品化しており、今次販売開始したELGシリーズと合わせて高層及び中高層鉄骨建物向けに年間1万トンの販売を目指していく。
<注釈>
(*6) EZWシリーズ
最大溶接入熱7万J/cm、最高パス間温度600℃の炭酸ガスアーク溶接において、必要強度と70J以上の0℃のシャルピー吸収エネルギーが得られる。財団法人日本建築センターの一般評定取得品。
1)開発製品の概要
製品一覧
溶接方法
製品の特徴
表3 ELGシリーズ(鋼材)
表4 ELGシリーズ(溶接材料)
表4 ELGシリーズ(溶接材料)
2)エレクトロガスアーク溶接法の概要
エレクトロガスアーク溶接法の建築構造への適用部位⇒柱-梁の接合部
(c)鋼管柱とダイヤフラム接合部
3)溶接能率の向上
溶接能率