製品情報プラズマ溶接/
切断・ガウジング
プラズマ溶接についての技術情報
プラズマ溶接機とは
1.プラズマ溶接とは?
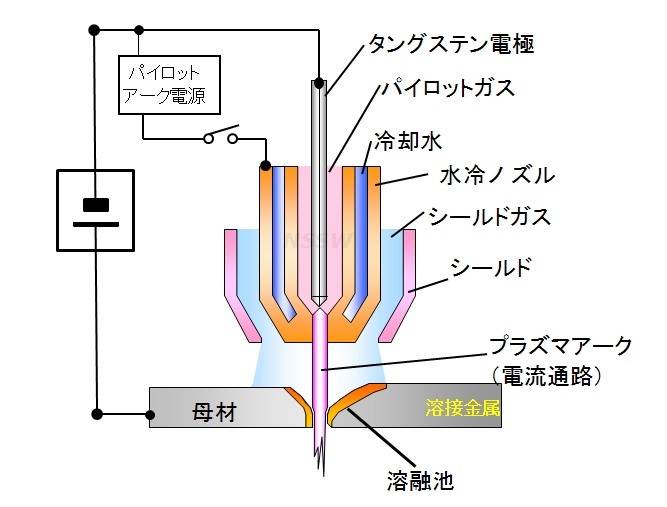
プラズマ溶接は非消耗電極式溶接法に分類されます。
トーチ内を流れるパイロットガス(不活性ガス)はパイロットアーク熱によってイオン化(プラズマと言う)し、プラズマジェットとなってノズル孔から噴出し、アーク電流の導電体となります。タングステン電極と母材間で発生するアーク柱は、水冷したノズル孔を通過する際、「サーマルピンチ効果」によりアークは緊縮され非常にエネルギー密度の高いアーク熱源となります。
2.プラズマ溶接技術
プラズマ溶接技術はエネルギー密度の高いアークと、ノズル孔から噴出するガス流量の増減により、熱伝導型溶接とキーホール溶接(片面突合せ裏波形成溶接)の選択ができるため、ほとんどの溶接継手に採用されています。
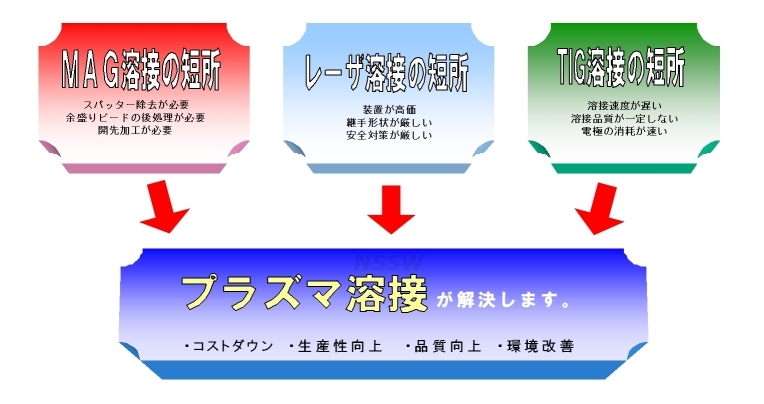
プラズマ溶接はTIG溶接、CO2溶接、レーザ溶接の短所を解決し、コストダウン、生産性向上、品質向上、作業環境の改善に寄与します。
- TIG溶接の短所;溶接速度が遅い。溶接再現性が悪い。電極交換が頻繁である。
- CO2溶接の短所;スパッタが発生する。開先加工工程が必要である。歪みが大きい。
- レーザー溶接の短所;設備費とランニングコストが高価である。溶接継手精度が要求される。厳しい安全対策が必要。
プラズマ溶接のメリット
3.プラズマ溶接の特長
プラズマ溶接は特にTIG溶接とCO2溶接の短所を解決し、自動溶接システムとして幅広く採用されています。その特長は以下の通りです。
- エネルギー密度の高いアークで、高速溶接・低歪み施工ができます。
- I型突合せ溶接では、キーホール溶接でワンパス片面裏波溶接ができます。
- アーク指向性が良く、すみ肉あるいはフレア開先でもアークが蛇行しません。
- Ar雰囲気による溶接で高品質の溶接金属が得られます。
- スパッタは発生しません。
- タングステン電極の消耗が少なく、長時間の連続溶接ができます。
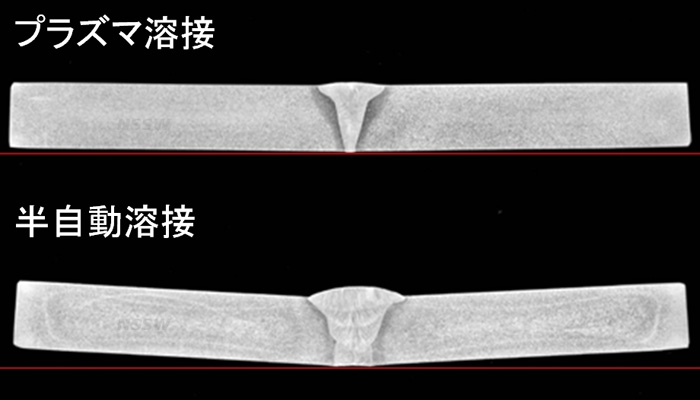
プラズマ溶接(1パス)I型開先
半自動溶接(4パス)Y型開先
4.適用金属の実績
適用金属の実績は下記のとおりです。
各種鉄鋼、各種ステンレス鋼、Ni系合金、チタン合金、銅合金、鉛、等
5.適用業界と主なワーク例
| 1 自動車・オートバイ | 歯車/ドライブフェース/シフトフォーク/触媒ケース/マフラー/各種テーラードブランク材/トルクコンバータ/ステアリングシャフト/ユニバーサル継手/ホイール/エキゾーストマニホールド/燃料タンク/バッテリーターミナル/バッテリーケース/電磁弁/エアバック/ドア/デフケース/等 |
|---|---|
| 2 電気部品 | 各種電磁弁/コンプレッサーケース/トランスコア/熱電対/ダイオード線/エアコン用センサ/フィラメント/火災報知器のセンサ/等 |
| 3 OA・医療機器 | コピー機のシャーシ/プリンタ用ローラー/注射針/消火器/等 |
| 4 造管 | 各種鋼材のシーム溶接/各種鋼材のコイル継ぎ/等 |
| 5 家庭用品 | 包丁取手/スプーン取手/ウイスキーポケットボトル/SUS魔法瓶/等 |
| 6 容器 | 圧力タンク/食品タンク/酪農タンク/真空タンク/給水タンク/消化器/等 |
| 7 その他 | ゴルフヘッド/LNGの貯蔵タンク/熱交換機/自転車/椅子/机/制御盤ケース/プルボックス/公衆電話ケース/SUS製チェーン/等 |
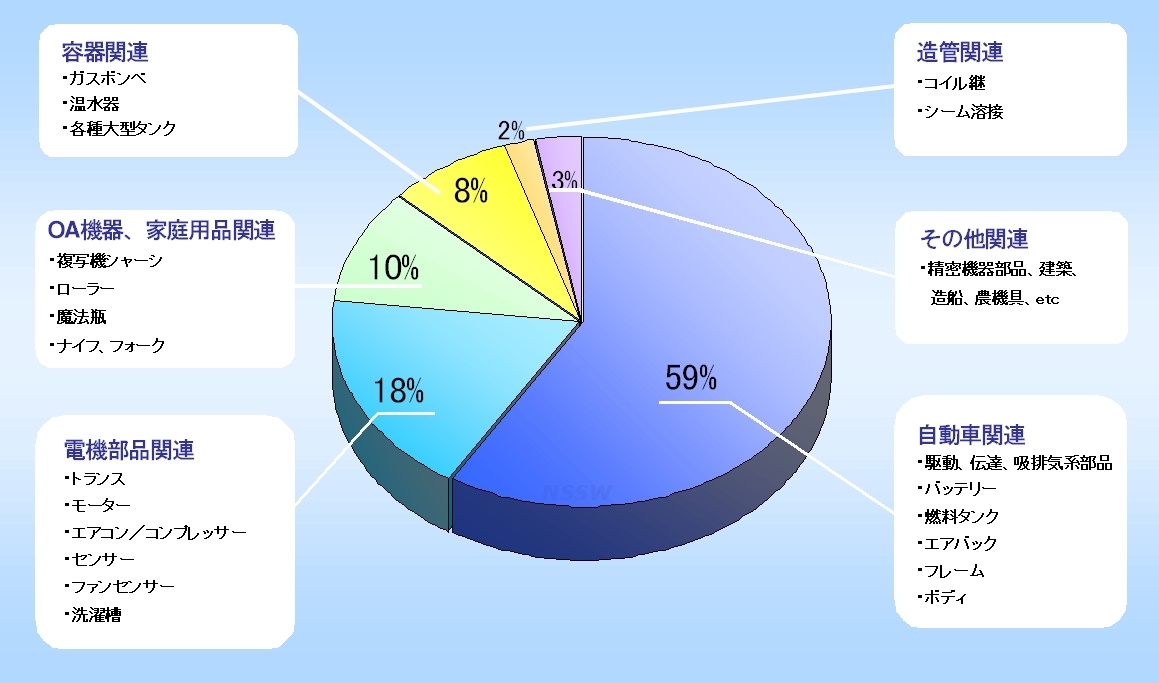
- 適応業界別実績
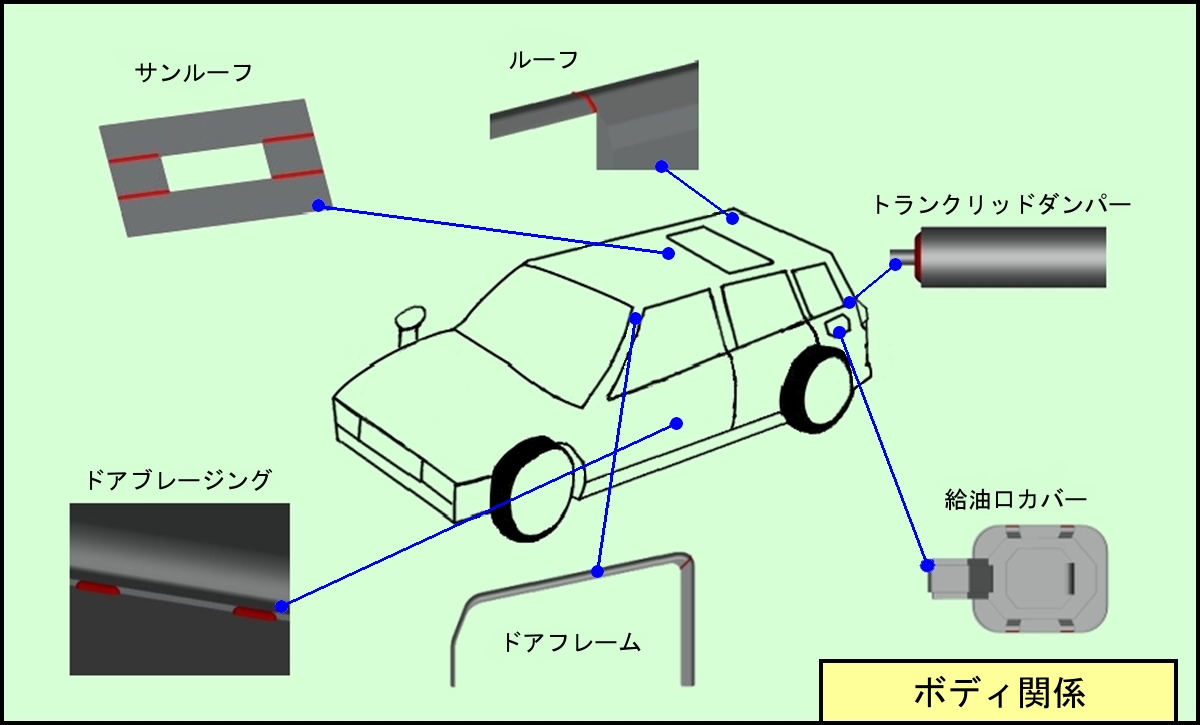
- 自動車の適応例
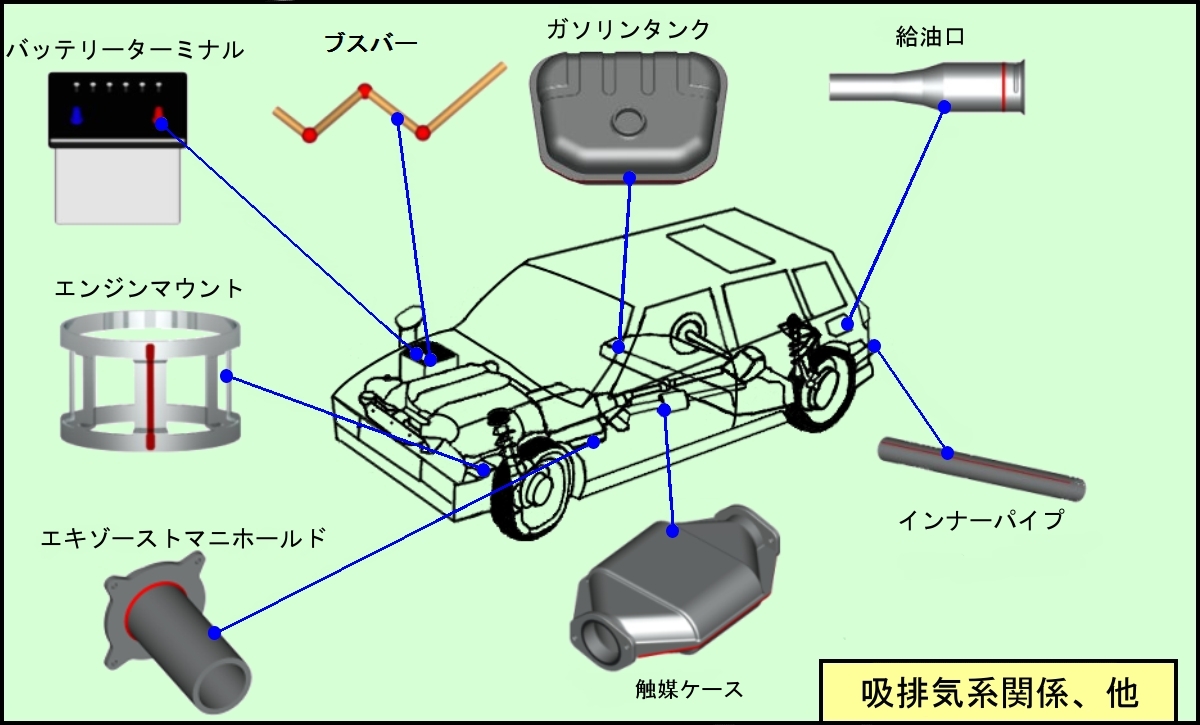
- 自動車の適応例
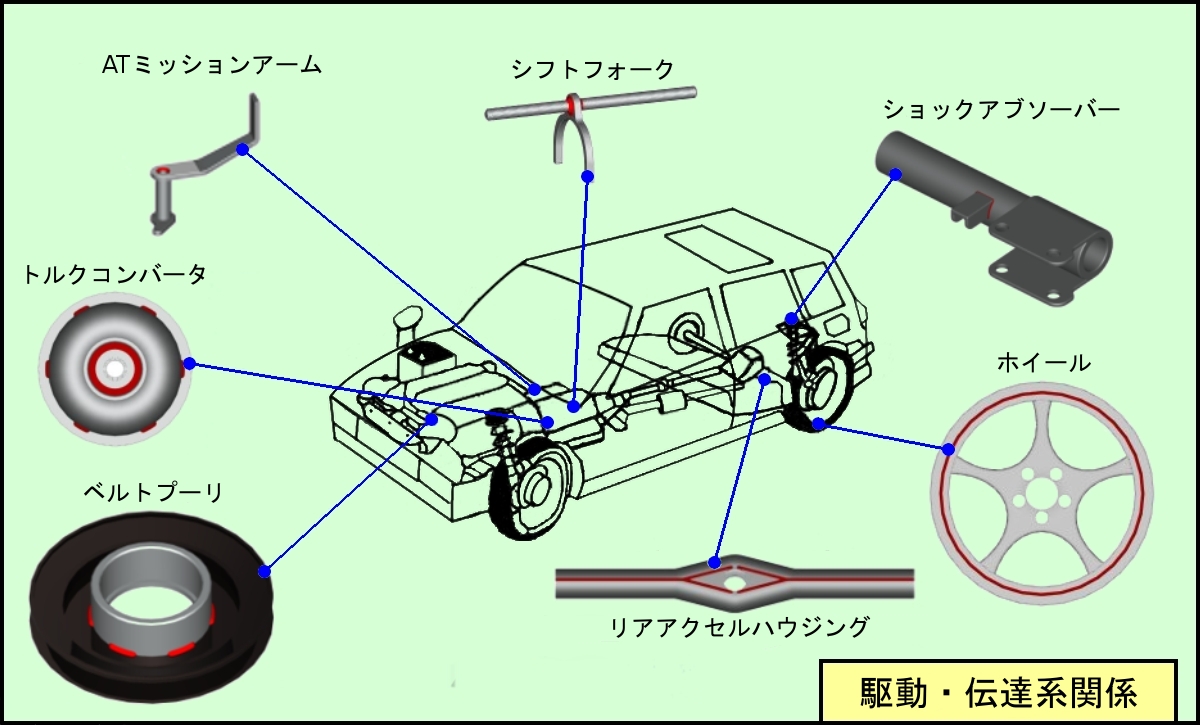
- 自動車の適応例
6.キーホール溶接法
キーホール溶接とは、高温のプラズマ気流がワークを溶融貫通し裏面へ抜けながら溶接を行う裏波形成溶接法です。これにより、I型突合せ溶接で片面より1パスで行えるため、歪みが非常に少なく作業性の良い溶接法です。
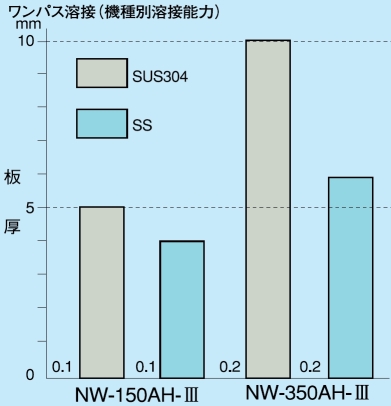
1パスI型突合せ溶接におけるキーホール溶接の適応板厚範囲は、
- オーステナイト系SUS鋼では3.0~10mm。
- 軟鋼では、3~6mm。
これを超える板厚はY型開先を設け、まずキーホール溶接を行い、2パス以降は熱伝導型溶接でフィラワイヤを供給しながら余盛溶接を行います。
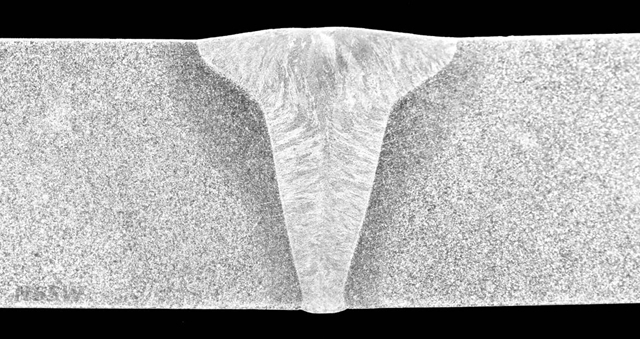
- キーホール溶接例
(SUS304 10t I型突合せ溶接)
- I型突合せ ワンパス溶接範囲
7.熱伝導型溶接の適応
薄板の突合せ溶接、すみ肉溶接、重ねすみ肉溶接、ヘリ溶接、角溶接およびフレア溶接等の継手に使用します。
突合せ溶接における板厚は0.1~3mmに適用されます。ほとんどの場合、ワイヤは供給しません。
8.亜鉛メッキ鋼板の溶接
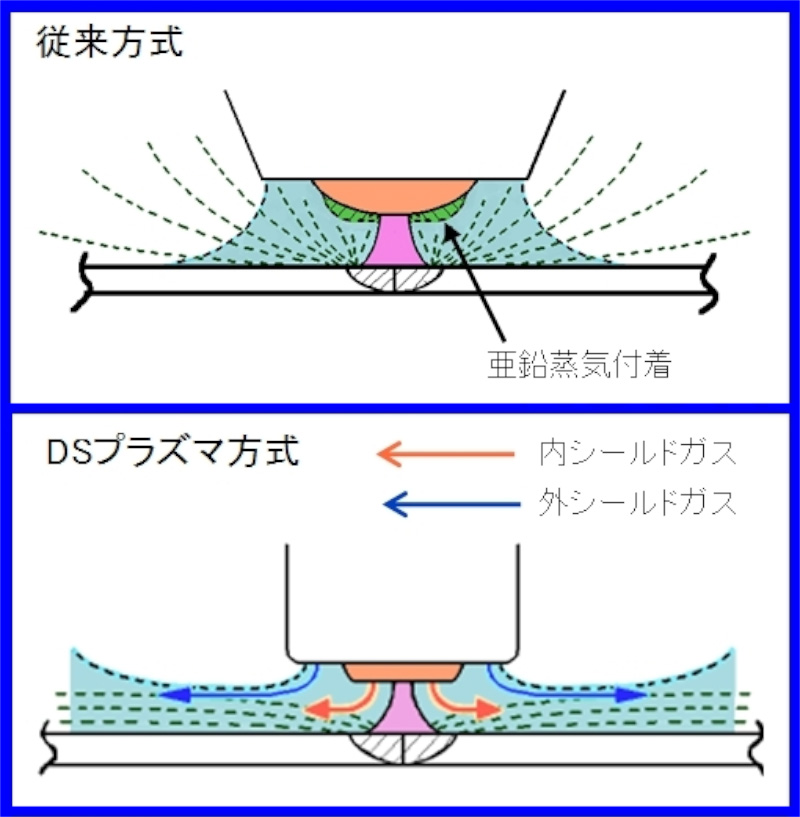
亜鉛メッキ鋼板を溶接する際、アーク熱で亜鉛金属ヒュームが多量に発生し、ノズル先端に付着します。付着量が多くなるとアークが乱れ、溶接不良が発生し易くなります。このため量産時には、頻繁なチップ交換が必要でした。
そこで開発されたのが、亜鉛メッキ鋼板溶接用のDSプラズマ溶接機です。DSプラズマ溶接機は図に示すように流速の早い2重のシールドガス流でトーチを保護し、更に特殊なチップ構造によって、亜鉛金属ヒュームがノズル先端に付着し難くしたもので、ノズルのブラッシング回数が大幅に低減できます。溶接比較の動画をご覧下さい。
9.高速溶接技術
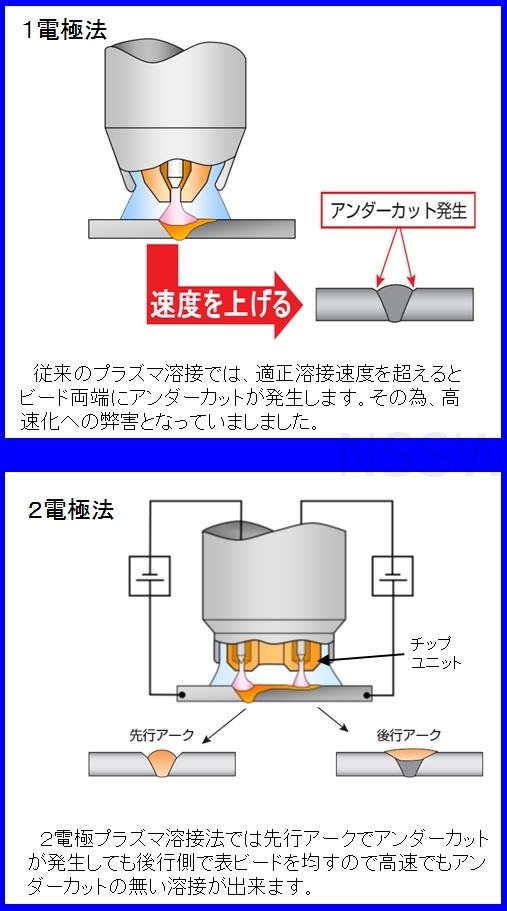
通常のプラズマ溶接機で高速溶接を行うと図の様に、速度が増すに従いアンダーカットが大きくなる欠点がありました。その為、欠陥なく溶接可能な速度には、限界がありました。
この速度上の欠点を解消し、従来の約2倍以上の高速化を実現したのが図の2電極プラズマ溶接機(通称:Wプラズマ溶接機)です。
このWプラズマ溶接機は、1本のトーチ内に極めて近い間隔で2つのプラズマアークを出す事が出来る機構となっています。この為、先行極のキーホール溶接条件で裏ビードが形成できる限界近い速度で溶接し、後行極のなめ付け溶接条件で表ビードを再溶融することで、アンダーカットを平滑化し、高速でも健全な溶接品質が得られます。
また、ワークの種類によっては、先行:予熱、後行:キーホール溶接条件で使用する場合もあります。
このWプラズマ溶接法は、日鉄溶接工業の独自の技術です。
主な適応ワークとしては、連続造管や短管パイプ、自動車のテーラードブランク材などへの適応があり、高速化により設備金額を抑えて高能率な生産が可能となります。
10.プラズマ肉盛溶接
当社のプラズマ肉盛は、通常の溶接ワイヤを使用した肉盛と、粉体を使用した肉盛の2種類があり、主に母材の表面改質(耐食及び対候性付与、表面の高硬度化)や高強度部材の補修溶接にご利用いただいております。
プラズマ溶接の肉盛はMAG、MIG等の消耗電極式溶接と異なり、溶加材投入が溶接現象にほとんど影響を与えないため、肉盛量やビード形状、希釈量のコントロール性に優れる他、溶滴移行によるスパッタの発生がありません(短絡移行でも溶接に影響なし)。また同じ非消耗電極式溶接であるTIG溶接に対しては、高いアーク指向性により狭隘部や局所的な溶接が可能なことや、電極消耗が少ないことにより長時間安定した自動溶接が可能であることなどのメリットがあります。
通常のプラズマ溶接と同様に、肉盛溶接に適した設備、システム設計も行っておりますので、お客様のご要望に即した最適な生産設備をご提供します。
1.プラズマワイヤ肉盛の特長
- 通常のプラズマ溶接と同様に、治具装置との組合せで高品質な溶接を長時間自動溶接可能であり、条件管理やアーク監視により再現性も高い
- 肉盛量、ビード形状、希釈量のコントロールが容易
- ソリッド、フラックス入りを問わず、市販のほとんどのワイヤへ適用可能
- 小部品から大量肉盛まで幅広いワークサイズに適用可能
- スパッタによる損失がほぼないため溶材の歩留が大変良好
2.プラズマ粉体肉盛の特長
粉体肉盛溶接(PTA)とは、溶加材に粉上に加工した金属を用い、これをプラズマアークにより母材と溶着させる溶接方法です。
2-2.特長
- 基本的な特長はワイヤ肉盛に準じる
- ワイヤに加工できない特殊な材料も肉盛溶接可能
- ワイヤより溶融効率が高く、時間当たりの溶着効率が大
- ワイヤほどではないが歩留も良好
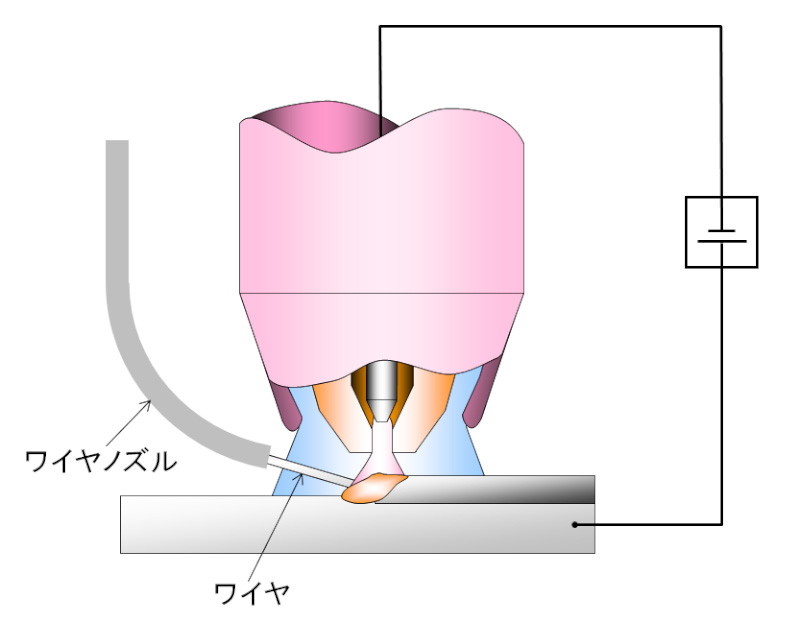
- ワイヤ肉盛の原理図
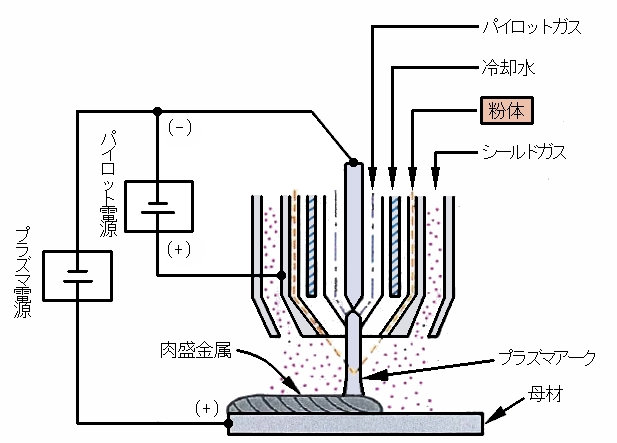
- 粉体肉盛の原理図
プラズマ溶接を検討するには
現在、溶接工程でお困りの方、改善(・品質向上、安定化 ・自動化 ・コストダウン ・差別化など)をお考えの方、新商品で最適な溶接をお探しの方は、まずはご相談下さい。
連絡先
- 当社のホームページの問い合わせ。
- 当社支店へ相談。
- お取引先商社様へ相談。
当社対応と流れ
- お客様と詳細内容の打合せを行います。
- プラズマ溶接が最適かどうかを診断します。
- 実ワークや相当サンプルを提供して頂き、当社にてサンプルの製作と溶接データを返送します。また、見積書を提出します。
- 貴社にてご評価の上、採用となります。
当社の特長
- 当社はプラズマ機器の総合メーカーとして、約40年の歴史があり、約4000台の実績があります。日本国内シェアは約61%(2018年時、出典:Welding Mart)となっております。
- 当社は溶接材料の総合メーカーでプラズマ溶接に最適な溶接材料の組合せ指導と、溶接冶金のご相談にも対応できます。
- プラズマ電源、トーチ、施工技術の開発改良のほか、各種プラズマ装置システムの設計製造など多くの実績があり、最新プラズマ技術で対応いたします。
- 当社プラズマ溶接機はCQCの認証を取得し、多くの海外販売実績があります。中国/上海に事務所を構え、技術サービスを展開しています。
又、代理店(当社の技術サポート)も中国/深圳地区で営業しております。
当社の取り組み姿勢
- お客様の現場に思いをはせた、対応とサービスに努めます。
- 導入に際しては、まず貴社サンプルを作製し確認と納得を頂いた上で、ご採用頂くという販売方法を実施しております。
事前に溶接品質などを確認することが出来ますので、安心して導入頂けます。 - 稼動中に生じた不慮のトラブル対策も経験豊かなスタッフが、電話やメールなどで対応いたします。万一解決しない場合は訪問対応いたします。