技術情報溶接Q&A
F074建築分野向け溶接材料
1. はじめに
当社においては、日本製鉄(株)殿が開発する高性能鋼板に対し、鋼材・溶接材料・機器が三位一体となって、その接合技術の研究開発に取り組んでおり、これら鋼板にマッチングした溶接材料ならびに施工技術(装置、溶接条件等)を提供しています。本稿では、建築分野向け溶接材料の特集として、これまでの研究開発の歩みを振り返りつつ、同分野で利用されている施工技術と溶接材料にスポットを当て、その適用事例を紹介します。
2. 鉄骨材料
図1は、高層建築で採用されている代表的な鉄骨の構造を示しています。そのなかで、柱部材としては4面ボックス柱(以下、ボックス)や冷間成形による角形ならびに円形鋼管、梁部材にはH形鋼が主流で使われています。その際、鉄骨に適用できる鋼材・鋼管・H形鋼等は、「鉄骨工事技術指針」で定められたJIS品(400~520N級)、もしくは各ミルが国土交通省の大臣認定を取得した多様な鋼材や鋼管等、いわゆる大臣認定品に限定されています。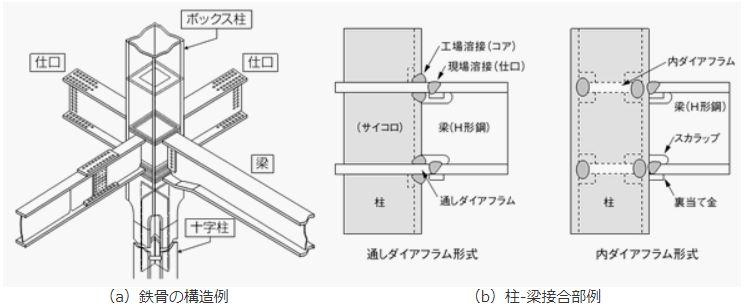
図1 鉄骨、柱梁接合部の構造
図2は、昨今の建築構造用材料の引張強さと設計強度の関係を示しています1)。最近では、建築物の高層化・大スパン化に伴い、これを支える柱部材のハイテン化が高まっています。そのため、高い設計強度を保証した大臣認定品の採用が増加しています。素材である厚板は、溶接性や靭性等を考慮して、ミクロ組織制御を活用したTMCP鋼が使われる傾向にあります。
また、耐震設計上、部材ごとの要求性能が異なりますので、各々に適した材料が選定されます。例えば、梁部材としては、柱に先行し降伏させることで地震エネルギーを吸収する特性が求められており、降伏比(=降伏強さ/引張強さ)を抑えたJIS G 3136建築構造用圧延鋼材(SN490B等)や550N級大臣認定鋼材等が使われています。さらに,超高層建築においては塑性変形能を高めた低降伏点鋼(LY100、LY225)が制震ダンパー材として使われています。
一方、4面ボックス柱スキンプレートおよび角形鋼管の通しダイアフラムにおいては、板厚方向の大きな引張荷重を受けることから、耐ラメラテア性を考慮したSN490Cまたは大臣認定品のC種が使われます。駐車場のような建築物では、耐火被覆を省略できる耐火鋼(FR鋼)が使われています。
図2 建築構造用鋼
3. 溶接材料
●3.1 4面ボックス柱の製作ボックスは、4枚スキンプレートと内部に設置された「竹の節状」のダイアフラムで構成されています(図3参照)。一般的には、ボックス製作は、ダイアフラム取付け→スキンプレート角溶接の順で工作されます。
ダイアフラムをスキンプレートに接合する際、当社が開発したSESNET法(非消耗ノズル式エレクトロスラグ溶接法)およびその溶接装置が適用されています。通常、4辺を溶接しますが、立向1パスによる自動溶接が可能となり、高能率・省力化に大いに貢献しています。また、ダイアフラム板厚が65mm以下では1電極用SESNET法で溶接できますが、これを超える板厚では2電極用SESNET溶接法が適性となります。
元来、SESNET法は大入熱溶接法ですが、昨今ではスキンプレート/ダイアフラムの板厚比が減少し、溶接時の冷却速度がますます遅くなる傾向にあります。その弊害として、溶接金属中心部(コア部)ならびにボンド近傍の靭性確保が課題となっています。その解決策として、高靭性化を図ったYM-55HF(YES562該当)、YM-60HF(YES602該当)が採用されています。ちなみに、入熱はダイアフラム板厚とギャップ精度(約20~25mm)で決まる開先面積と、溶接電圧によって主に決まります。
なお、SESNET法の詳細については、 『Newびいど』No.4「溶接フォーラム」をご参照ください。
スキンプレートの組立て(角溶接)は、主にタンデムサブマージアーク溶接で施工されています。一般には、レ形(板厚≦36mm)もしくはV形(板厚:36~60mm)の開先とし、太径ワイヤ(6.4Φ)と鉄粉入りボンドフラックス(NSHシリーズ)を組み合わせて、大電流によるワンラン溶接を行います。その際、Ti-B複合添加と適正な合金設計によって溶接金属の靭性を担保しています。さらに溶込み形状、ビード外観、耐割れ性の良好なことが要求されます。ボックス製作で使用されている溶接材料については、『Newびいど』No.1「溶接フォーラム」および『Newびいど』No.28「溶接フォーラム」をご参照ください。
図3 4面ボックス柱の製作概要
●3.2 溶接組立H形鋼の製作
H形鋼には、ロールH形鋼と溶接組立H形鋼(以下、ビルトH鋼)の2種類があります。
ビルトH鋼は、フランジとウェブの板厚・板幅・材質の自由度が高く、一般にはタンデムサブマージアークによる下向すみ肉溶接で施工されています。例えば、ウェブ板厚が16mm以下では、開先を設けずに通常すみ肉溶接が行われています。その際、ワイヤ径は4.8Φまたは6.4Φ、フラックスはビード形状に優れ、かつ、高速溶接性に適した軽石状の溶融フラックス(YF-800シリーズ)が採用されています。
一方、ウェブ板厚が16mm超えた、実質上19mm以上の場合は、ウェブ板厚の1/3深さの開先を設け、部分溶込み溶接が行われています。その際、前記の溶融フラックス、もしくは大入熱溶接に適したボンドフラックスNB-50PMが使用されています。溶融フラックスにおいては、入熱が90kJ/cm以下に管理する必要があります。ボンドフラックスでは、最大で150kJ/cm程度の大入熱溶接が可能です。AC電源を用いたタンデム溶接を行う場合、薄物のすみ肉溶接では高速性を重視してV結線、厚手の溶接では大電流の溶接となるために逆V結線にしています。特に、薄物のすみ肉溶接においては、仮付溶接時の残存スラグや溶接ヒュームによって吸湿し、ピット発生の原因となりますので、注意が必要です。
上記のすみ肉溶接用サブマージアーク溶接材料については、『Newびいど』No.35「製品ガイド」および『Newびいど』No.24「溶接フォーラム」をご参照ください。
●3.3 鉄骨の組立て用
建築鉄骨の組立て作業は、工場溶接ならびに工事現場溶接で実施されています。建築特有のディテールとその複雑さから、半自動溶接技能者およびロボット溶接オペレータに対しては建築鉄骨独自の技量付加試験試験に合格した、いわゆるAW有資格者によって溶接施工が行われています。
溶接施工としては、図1(b)に示す柱-梁仕口部や角形鋼管-ダイアフラムの開先溶接(標準;35°レ形-ギャップ7mm)、ならびに付属品取付けのすみ肉溶接となっています。開先溶接では、溶接長が比較的短いので、エンドタブを使用します。エンドタブには、鋼製と固形タイプの2種類があります。
溶接法としては、ソリッドワイヤを用いたCO₂ガスシールドアーク溶接が主流です。全姿勢溶接が必要になった場合には、フラックス入りワイヤが使われます。すみ肉溶接においては、すみ肉専用のフラックス入りワイヤが使用されています。また、溶接後に溶融亜鉛めっきを施す部材では、ビード表面にスラグが残ることがないよう、フラックス入りワイヤを使用しています。
当社製品においては、JISのSN400級、SN490級、SM520級鋼から、大臣認定品(BT-HTTMシリーズ)の550N級、590N級、780N級まで幅広い強度の鋼材に応じて、溶接部に要求される機械的性能を確保し、さらに施工性に優れたライナップを揃えています。その代表例を表1に示します。
また、下記に掲げた溶接材料は、たくさんの需要家でご愛用をいただいている製品です。『Newびいど』のバックナンバーに関連記事が掲載されていますので、ご参照ください。
| YGW18ワイヤYM-55C | No.10 製品ガイド |
| ロボット用YGW18ワイヤYM-55C(R) | No.19 溶接フォーラム |
| 550N級全姿勢用フラックス入りワイヤSF-55 | No.24 製品ガイド |
| 490N級立向姿勢用フラックス入りワイヤSF-1V | No.26 溶接フォーラム |
| 490N級すみ肉姿勢用フラックス入りワイヤSM-1FT | No.28 製品ガイド |
| 最近の建築分野での高性能鋼と溶接材料 | No.28 溶接フォーラム |
| 東京スカイツリー建設工事に使用された溶接材料 | No.32 溶接フォーラム |
4. おわりに
建築分野で利用されている施工技術と溶接材料について、その適用事例を紹介しました。社会インフラ施設としての建築物の安全・安心を担保するためには、溶接材料の品質も重要と考えます。読者皆様におかれては、本稿が溶接材料の選定の一助になれば幸いです。
<参考文献>
1)日本製鉄グループが提案する建築構造技術 NEW ver.2、p.3(2013)
表1 建築鉄骨工事向けCO₂ガスシールドアーク溶接材料の代表例
| 対象鋼材または鋼管 | 溶接個所 | 品名 (JIS) |
当社銘柄 (JIS) |
管理条件 | ||||
| 設計強度 (N/mm²) |
規格名※1 | 製品 | 入熱量 (kJ/cm) |
パス間温度 (℃) |
予熱温度※2
(℃) |
|||
| 295 ~ 325 |
BCR295 BT-HT325 |
円形鋼管 (BCR) または鋼板 (BOX) |
コア 仕口 |
ソリッドワイヤ (JIS Z 3312) |
YM-26 YM-26(R) (YGW11) |
15~30 | 250以下 | 予熱なし |
| フラックス入り ワイヤ (JIS Z 3313) |
SF-1、 SF-1V (T49J0T1-1CA) または SM-1F、 SM-1FT (T49J0T0-0CA) |
|||||||
| BCT325 | 冷間プレス 成形角形鋼管 |
コア | ソリッドワイヤ (Z 3312) |
YM-55C YM-55C(R) (YGW18) |
15~30 | 250以下 | 予熱なし | |
| 355 ~ 400 |
BT-HT355 BT-HT385 BT-HT400 |
鋼板(BOX) または 円形鋼管 |
コア 仕口 |
ソリッドワイヤ (Z 3312) |
YM-55C YM-55C(Y) YM-55C(R) (YGW18) |
15~30 | 250以下 | 予熱なし |
| フラックス入り ワイヤ (JIS Z 3313) |
SF-55、 SF-55V (T550T1-1CA-G) |
|||||||
| BCHT400 | 冷間プレス 成形角形鋼管 |
コア | ソリッドワイヤ (JIS Z 3312) |
YM-55C YM-55C(R) (YGW18) |
15~30 | 250~300 | 予熱なし | |
| BCHT385 | YM-60C* (G59JA1UC3M1T) |
|||||||
| 440 | BT-HT440 | 鋼板(BOX) または 円形鋼管 |
コア 仕口 |
ソリッドワイヤ (JIS Z 3312) |
YM-60C* (G59JA1UC3M1T) |
15~40 | 250以下 | 予熱なし |
| フラックス入り ワイヤ (JIS Z 3313) |
SF-60 (T59J1T1-1CA-N2M1) |
|||||||
| PBCP440 | 冷間プレス 成形角形鋼管 |
コア | ソリッドワイヤ (JIS Z 3312) |
YM-70C** (G69A2UCN4M3T) |
15~30 | 150以下 | 50以上 | |
| 500 | BT-HT500 | 鋼板(BOX) または 円形鋼管 |
コア 仕口 |
ソリッドワイヤ (JIS Z 3312) |
YM-60C* (G59J1T1-1CA-N2M1) |
1.2Φ:40以下 | 200以下 | 30以上 |
| 1.4Φ:35以下 | ||||||||
| フラックス入り ワイヤ (JIS Z 3313) |
NSF-60 (T59J1T1-1CA-N2M1) |
15~35 | 200以下 | |||||
| 630 | BT-HT630 PHYP700B |
コア 仕口 |
ソリッドワイヤ (JIS Z 3312) |
YM-80C** (G78A2UCN5M3T) |
15~30 | 150以下 | 80以上 | |
| YM-82C (G78JA2UCN5M3T) |
15~35 | 200以下 | 80以上 | |||||
| 235 ~ 325 耐火鋼 |
NSFR400B、C BCP235FR NSFR490B、C BCP325FR |
鋼板(H形) または 冷間プレス 成形角形鋼管 |
コア 仕口 |
ソリッドワイヤ (JIS Z 3312) |
YM-50FR (G55A0C0) |
15~40 | 250以下 | 予熱なし |
※2 目安の予熱温度。ただし、予熱温度の確認試験を行い、別途定めることができる。**:大臣認定品(MWLD-0009)